
�����������Զ��������ӹ�����������װ�����(��CADͼ,CATIA��άͼ)
1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
�����������Զ��������ӹ�����������װ�����(��CADͼ,CATIA��άͼ)(������,���ⱨ��,����ժҪ,���ķ���,����˵����12000��,CADͼ9��,CATIA��άͼ)
ժ Ҫ
���س������������������ӹ�����Ҫ���������������Ϲ��������乤����������ԣ�·�������ԣ�����ù�������Ч�ʽϵ͡�Ϊ�������ҵ����Ч�ʣ����һ���Զ���������װ�ã�ʹ�����ȫ�Զ���������������ǿ���ײ�������ά�ޣ�����ƽ˳���ص㡣����Ʒ�����Ϲ���ʵ�ʹ���������������Զ��������ӹ��ߵ����巽���Լ����֡�Ȼ���������װ�ý��б�����ƣ�����˿�˴�����ƽ�����ʵ�ֳ������Զ������Ϲ��̣����ó��ֳ�������ʵ���Զ����������Ϲ��̣�������תʽ����ʵ���Զ����Ϲ��̣�����˿�ˣ��ŷ������������е��㲿�����м���ѡ�ͣ������˻���������ƣ��˶������������Ӱ壬���ֵȹؼ����������ƣ�ǿ��У�ˡ�����Ʒ�����ʵ�ֳ����ӹ����������ϣ���ת����λ��װ�У����ϵ��Զ����ӹ���������ҵ���˹��л��ѵijɱ��������ҵ����Ч�ʣ������ҵ�ӹ����ȣ�Ϊ�����������ӹ���������װ������ṩ��һ�ֿ��з�����
�ؼ��ʣ��Զ��� ������ ����Ч�� �ɱ�
Abstract
CNC turning is the main method of processing gear blanks for automobile transmissions. The production efficiency of the process of loading and unloading is low because of its variable working environment and complicated path. In order to improve the production efficiency of the enterprise, an automatic loading and unloading device is designed to make it fully automatic, stable in operation, simple in operation, convenient in maintenance, and strong in functionality. This design plan combined with the actual working environment of the factory, designed the overall plan and layout of the automated tooth blank processing line. Then, the upper and the lower feeding device is designed as a body, a screw drive is adopted, a plane mechanism is used to realize the automatic feeding process of the tooth blank, a rack and pinion drive is used to realize the automatic auxiliary feeding process, and a rotary type dial is used to realize the automatic feeding process; Rods, servo motors, rolling bearings and other components are selected for calculation; link mechanisms are designed and analyzed for motion; key components such as connecting plates and gears are designed and strength checked. This design scheme can realize the automatic processing of feeding, turning, shifting, clamping, and cutting during the processing of tooth blanks, thereby increasing the production efficiency, reducing the labor cost, and improving the processing precision. It is designed for the loading and unloading device of transmission tooth blanks processing plant. Provides a feasible solution.
[��Դ��http://Doc163.com]
Keywords: automation loading and unloading production efficiency cost
���巽��
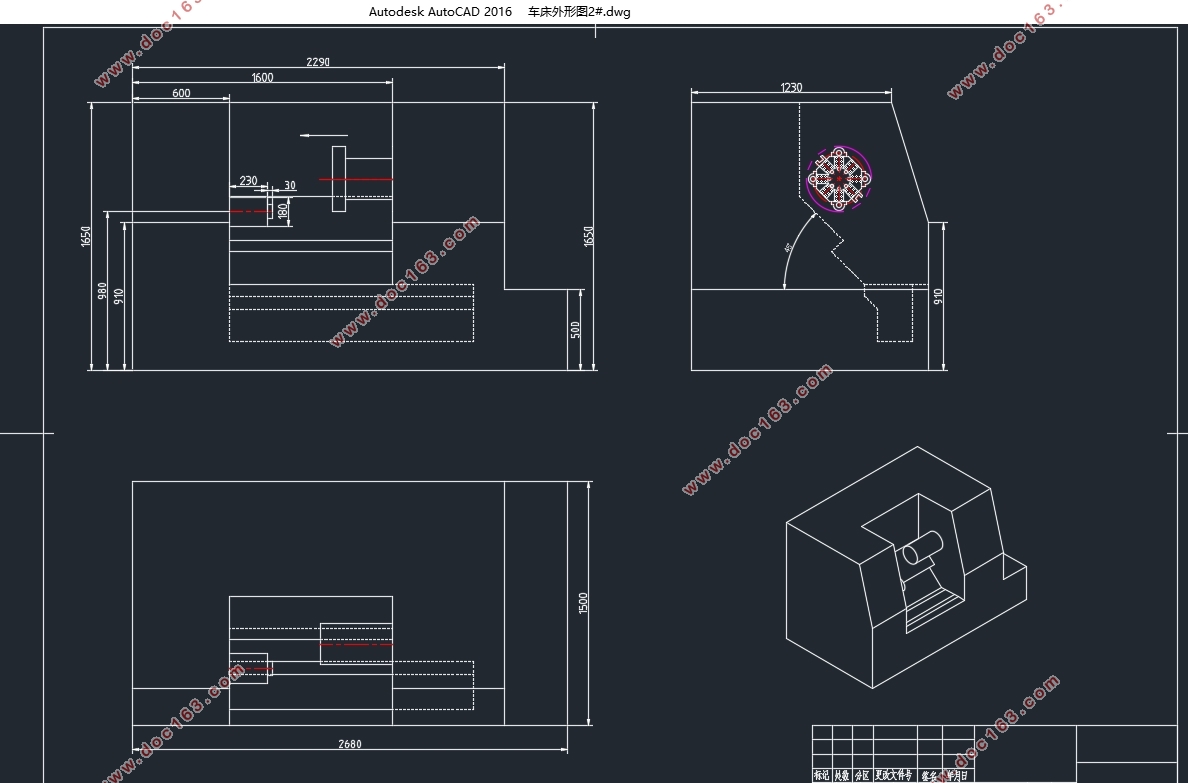
���������ù���ʽֱ�������Ϸ�ʽ����Ƚ��ڹ�ҵ�����ֱ����˹������ϣ��������ṹ���۸�����������Թ㣬�ɹ㷺Ӧ���ڴ���С����ҵ������������ʱ��̣�����ƽ�ȣ���Ƚ����˹������ϣ�����Ч�������Ч�ʣ����������˹��ɱ��������ִ������ģ�ļӹ�����Ҫ����ƽ�����������ۻ��������ӹ�������������������ƣ����ù���ʽֱ�����ϵIJ��ַ�ʽ������̨�������߳�һ�������ߣ�����Ҫ�ɹ�������װ�á��ŷ�������װ�á�װ�м��װ�á����ɿ��Ƶ�Ԫ��ɡ�
����Ϊ�˹����ϣ����˽�100-150��ë���������ϲ��У������Զ���������ʼ������װ�ý���������������������ʽ�ϵ�1�����뷭ת̨���ɷ�ת̨�ж��ӹ���������Ƿ���Ҫ��ת��֮�����ɹ�������ʽ�ϵ�1��ֱ���崦����ϵͳ����ָ����һ����������ϣ��������������һ̨�������ŷ�������װ�ã��ŷ�������װ�ý���������о߽���װ�У���װ�м��װ�ý���װ�ж�λ��⣬��װ����ȷ�������س�����ʼ�����ӹ��������ӹ���ɺ�������תʽ����װ���Լ�����װ�����뵽�ڶ�̨�����ӹ���һ���棬��������ͬ�ϵ������ٴ��жϼӹ����棬������������ϻ���������ӹ����̡����������ɼ��ɿ��Ƶ�Ԫ����ָ�������ɡ�
�������Ҫ��������۽���Ϊ
��� �����ֽ� ����/s
1 ��һ�����ӹ���ϣ����ϣ����� 1
2 ��һ����������� 2.5
3 �������+��ϴ 2
4 ���ϻ��������˻� 1
5 ���ϻ��������˻� 1.5
�ϼ� 8
[��Դ��http://Doc163.com]



 [��Դ��http://www.doc163.com]
[��Դ��http://www.doc163.com] 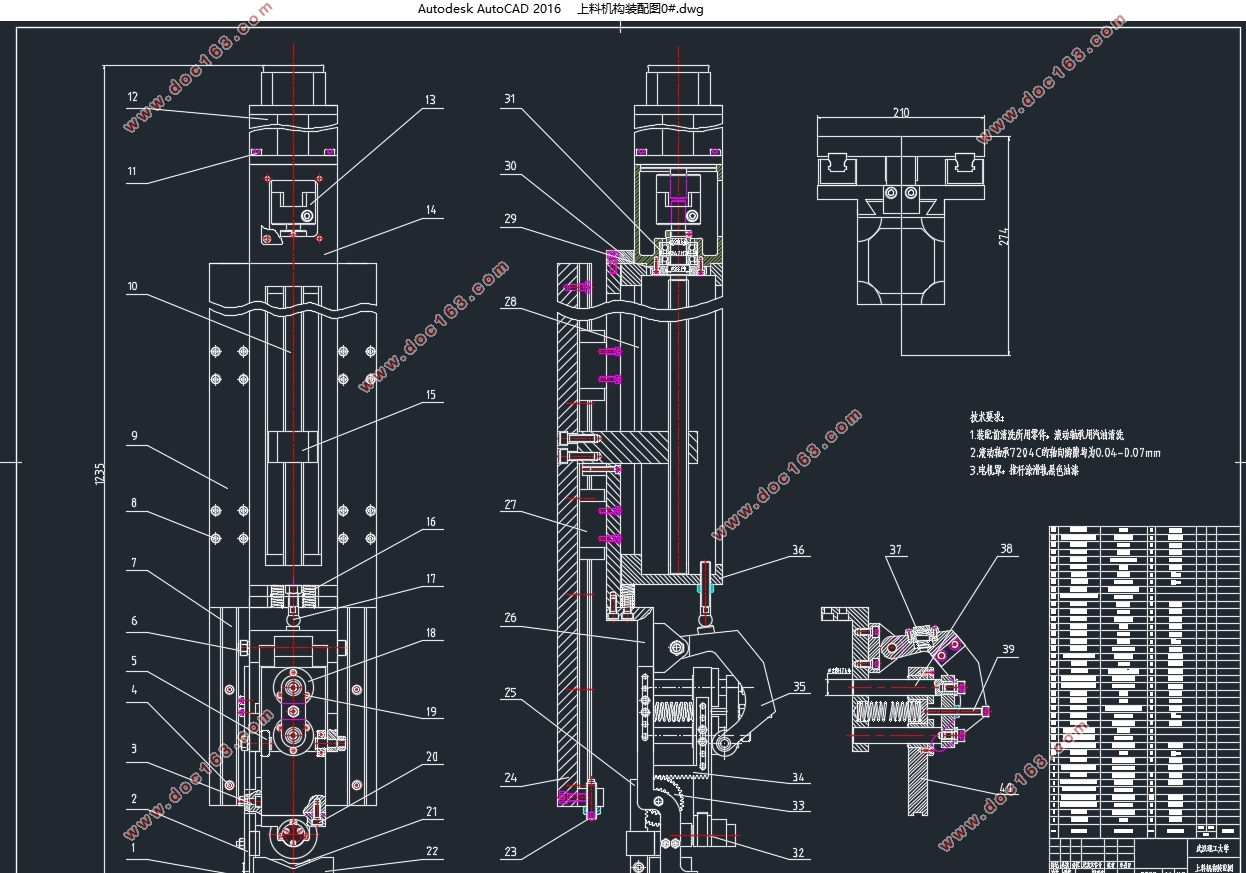


[��Ȩ���У�http://DOC163.com]
Ŀ¼
��1�� ���� 1
1.1�������о���״ 1
1.2Ŀ�ļ����� 4
1.3���о�����ƣ��Ļ������ݡ�����õļ�����������ʩ 4
��2�� ���巽�� 6
��3�� ϵͳ��� 8
3.1��������װ�� 8
3.1.1�������ѡ�� 9
3.1.2���ٻ��������У�� 10
3.2�ŷ�������װ�� 11
3.2.1�ŷ���� 13
3.2.2˿�˴���������У�� 14
3.2.3���˴������� 14
3.2.4�������ϻ�����Ƽ��� 16
3.2.5V�Ϳ����Ӱ� 17
3.2.6���ϼ�ͷ������� 20 [������Դ��Doc163.com]
3.3װ�м��װ�� 21
3.4 ���ɿ��Ƶ�Ԫ 22
��4�� �ܽ���չ�� 23
4.1�ܽ� 23
4.2չ�� 23
����� 25
����� 27
[������Դ��http://doc163.com]
��һƪ����֫���л�����Ƽ�����(��UG��άͼ)
��һƪ��16���泵���ػ�Һѹϵͳ��ƺͽ��ܷ���(��CADͼ)