
智能工艺下盘类齿轮滚齿齿坯自动送料装置设计(含CAD零件图装配图)

智能工艺下盘类齿轮滚齿齿坯自动送料装置设计(含CAD零件图装配图)(论文说明书10500字,CAD图纸6张)
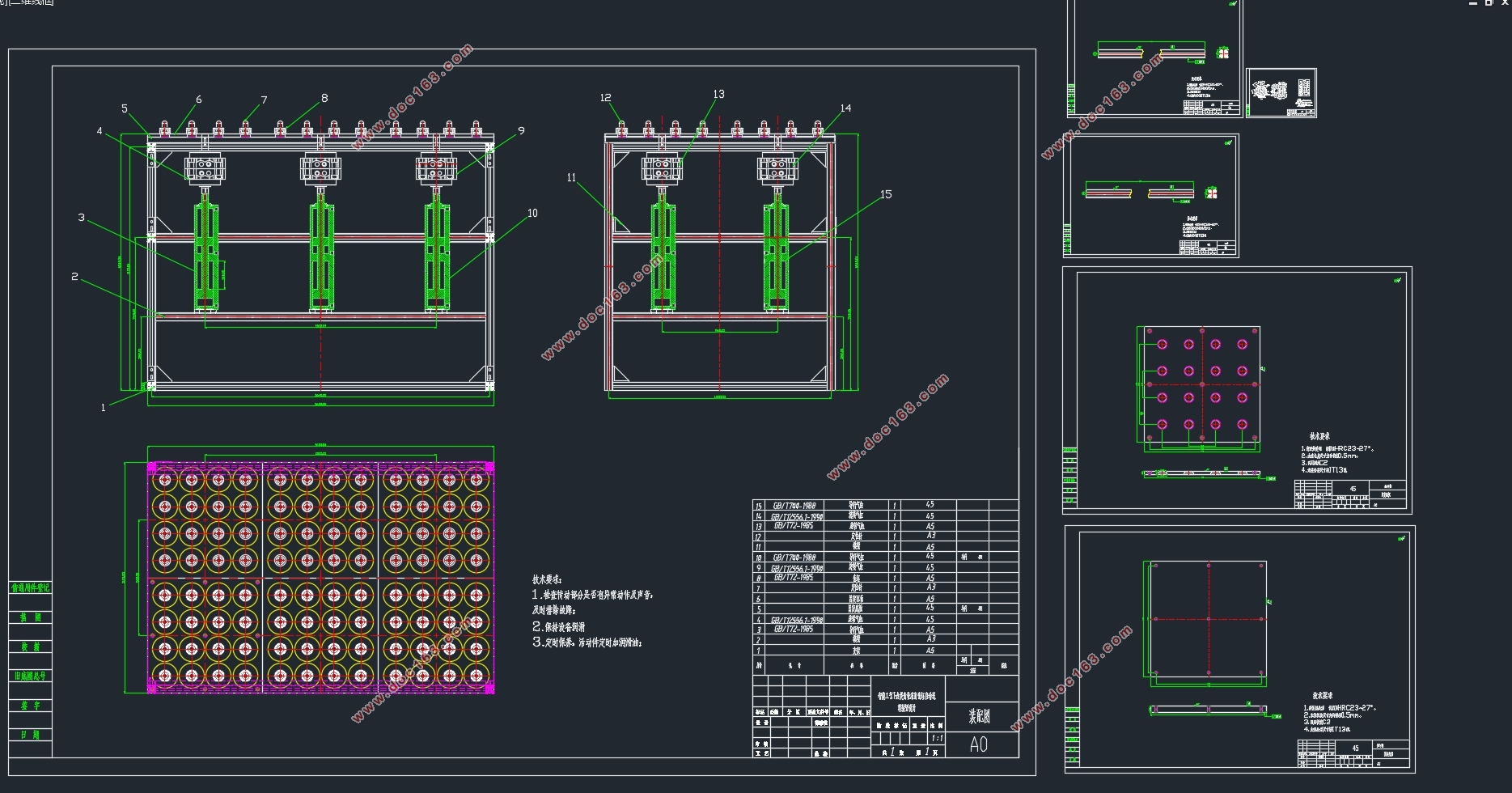
智能工艺下盘类齿轮滚齿齿坯自动送料装置工作原理
送料装置是智能工艺下盘类齿轮滚齿齿坯自动送料装置的执行机构,它是由气泵气缸带动气压驱动,由电磁阀来控制气路的接通还是断开,气压直接驱动横梁上下运动来实现送料操作。当齿轮已经定位好并且检测到输送线上有齿轮,同步气缸已经复位(处于上位),横梁处于上限位时,执行送料操作,气压驱动横梁由上限位向下限位打下,完成送料操作,。完成之后,横梁退回到上限位,同步气缸也必须复位,横梁复位之后,齿轮由输送线运走,输送线继续来齿轮。气缸继续重复循环送料,输送线继续重复循环输送齿轮,再将齿轮准确定位。
齿轮定位就是将齿轮准确定位到送料位置,为执行送料操作做好准备。将齿轮推到超过准确停止的位置,再将齿轮反向推回到准停位置,就和数控机床的回零一样,先超过回零的准停位置,机床再反向退回到准停位置,这样防止回零不到位。在齿轮准确停止处安装一组检测开关,这组传感器是检测齿轮准停,在距离准停为止处再安装一组检测开关,这组传感器是让定位气缸开始动作,当齿轮通过第一组检测开关时,定位气缸不动作,当第二组检测开关被触发时,定位气缸开始动作,将齿轮推到指定位置(检测开关2),实现齿轮准确定位。齿轮定位完成以后,定位气缸复位(回上位)。 [资料来源:Doc163.com]
1 本机主要组成部分
(1) 送料装置
送料装置是由四个工装盘组成,每个工装盘定位16件齿坯供机械手拾取与下料,同时气缸和变频器的启动和停止是互相独立的,当气缸达到一个合适的转速时,变频器就以一个固定的值运行。
(2)旋转气缸
旋转气缸的动力源是气源,气体通过电磁阀作用旋转气缸,使工装盘上料与下料同步自动运行。
(3)定位气缸
当齿轮检测器检测到输送带上有齿轮时,定位气缸用来把输送带上齿轮推到理想送料位置,然后返回,其行程上、下端各设有一个限位器。
(5)横梁
横梁在气压缸的带动上下运动,当向下运动时实现送料,然后返回上限位,上下端分别设有一个限位器。气压缸的压力能由气压泵和气压泵气缸提供。
[资料来源:www.doc163.com]
目 录
摘 要 IV
1 概 述 1
课题背景资料 1
2 送料盘送料盘的总体方案 1
2.1 智能工艺下盘类齿轮滚齿齿坯自动送料装置工作原理 1
3 送料盘硬件部分设计 3
3.1电气送料盘组成 3
3.2 开关电源 5
3.3控制变压器 5
3.4主令电器 5
3.5继电器 6
3.6变频器 6
3.7 PLC选型 7
3.8速度和载荷计算 8
4.气压系统主要参数的确定 10
4.1 系统压力的初步确定 10
4.2 气压执行元件的主要参数 10 [资料来源:https://www.doc163.com]
5.气压系统方案的选择和论证 14
5.1 气路循环方式的分析和选择 14
5.2 开式系统气路组合方式的分析选择 15
5.3 调速方案的选择 15
6.气压元件的选择计算 16
6.1 气泵和气缸选择 16
6.2 控制阀的选用 18
6.3 管路,过滤器,其他辅助元件的选择计算 19
总 结 21
致 谢 22
参 考 文 献 23 [资料来源:http://doc163.com]