
��Ъ�������IJ����������칤�������ʵʩ(��CADͼ,UG��άͼ)
1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
��Ъ�������IJ����������칤�������ʵʩ(��CADͼ,UG��άͼ)(������,���˵����12500��,���տ�,���PPT,CADͼ2��,UG��άͼ)
1��������
�������еļӹ�����Ϊ��Ъ�������������ף���̶��Ͷ�λ����
����Ҫ��ͨ���Բ������ļӹ������ջ�е�ӹ�������ƣ����칤�ձ��ƣ���������ӹ��еĻ�����λ�����պ�װ�Ȼ���֪ʶ����Ϥ��е��ƹ��̣���ͨ������������ս����е���칤������ķ���������������רҵ֪ʶ��������б�̡�
ͨ���Ըÿ������Ʋ���ɣ�������ۺ����ñ�רҵ��ѧ�γ̵�����ؼ����ʵ��������������˲�������ֲ������������ͬʱҲ���������ѧϰ�����������ϵ�������������ۺ����ʣ�Ϊ�Ժ����ϸ�λ�������������Լ������˼�ʵ�Ļ�����
2����������Ҫ��
�������еļӹ�����Ϊ��Ъ�������������ף���̶��Ͷ�λ���ã����ӹ�1000����Ƽӹ����ա�
Ҫ���д����Ĺ������˵���飬˵�����а������ؼӹ��ص㣬�������������ػ���������ϵͳ���ܣ�������շ��������ػ�����װ�з�ʽѡ��ë�����༰ѡ��������ѡ������������ѡ����ʵʩ������˵���鸽��Ҫ��������ë��ͼ�����ͼ��װ��ͼ����άͼ������ӹ����տ�����������ؼӹ������÷����������мӹ������PPT�ȣ����ϵĹ鵵���ϴ�������ƽ̨��ֽ�ʲ��ϡ����ӵ���Ŀ¼�����鵵��
[������Դ��https://www.doc163.com]
����������շ���
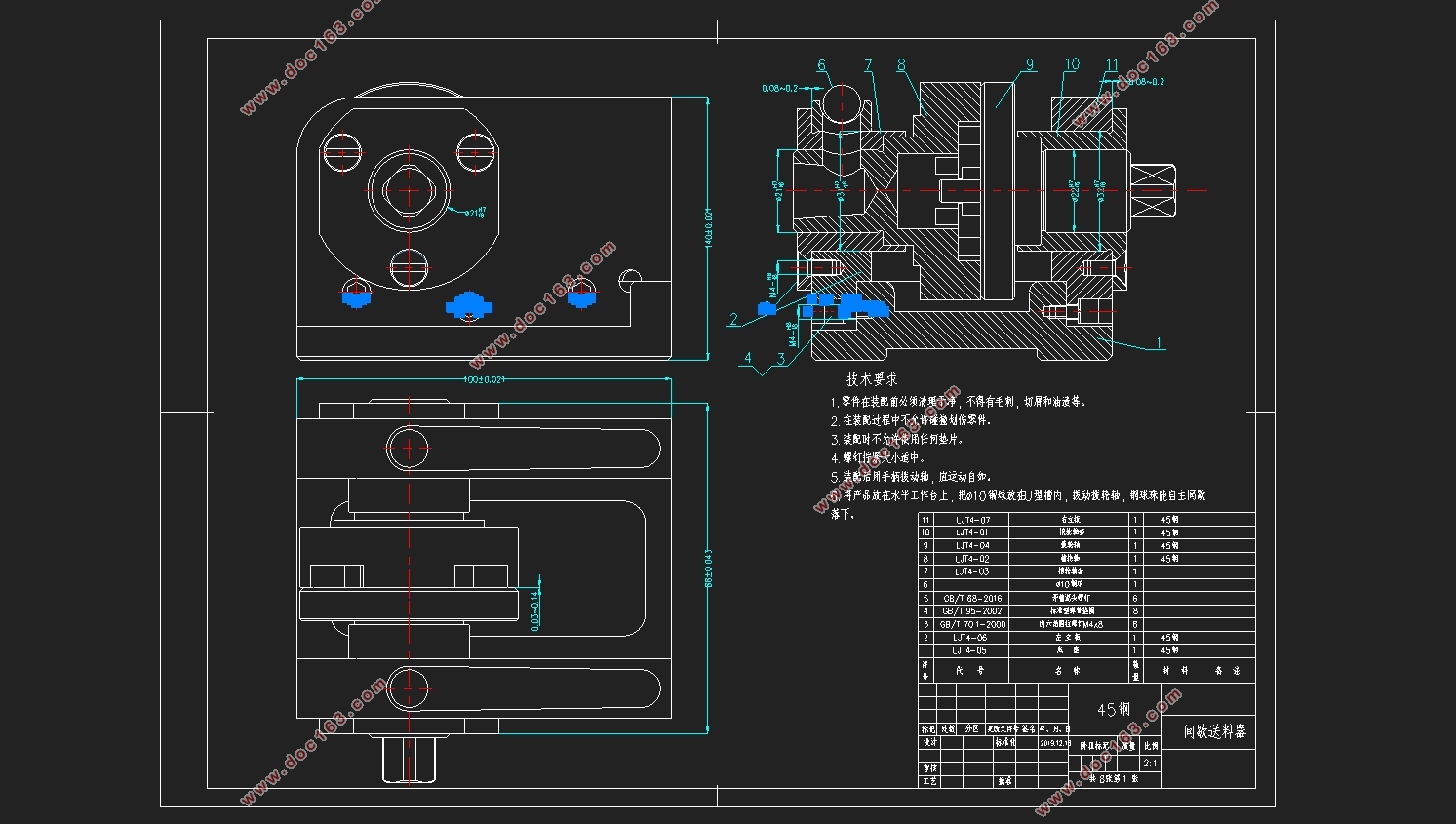
1.��Ъ�������IJ���������ά��ͼ��װ��ͼ
2�����������IJ��������������
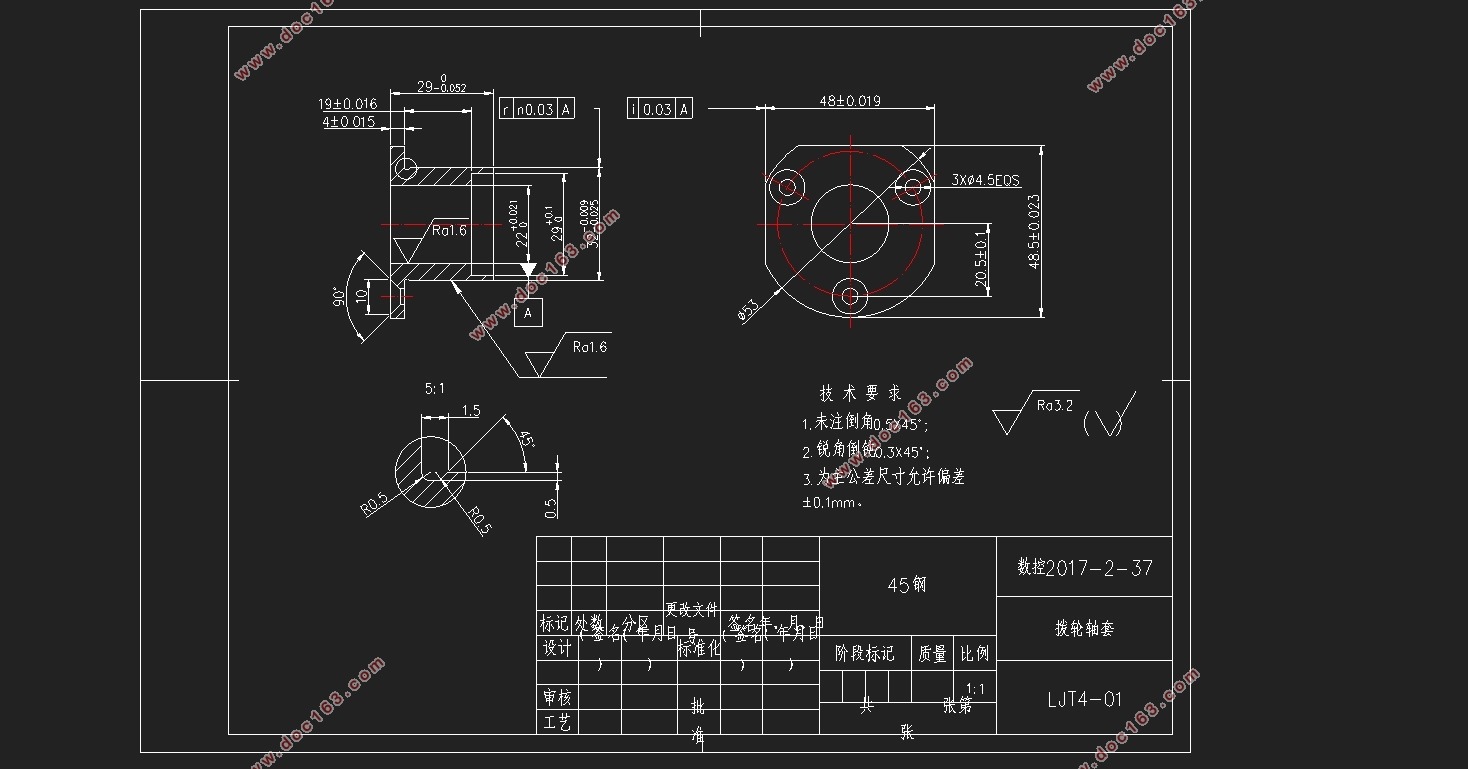
��ͼ��֪����������ڶ���Ͳ����Ҫ��������֧�С��������á�������ṹ����Ҫ����Ϊ����Բ���桢����[10]������Ҫ����Ҫ��Ϊ: mm��Բ���桢 mm�ڿױ��桢 mm�ڿױ��桢48±0.019mm�������Ρ�48.5±0.023mm�������Ρ� mm��Բ������� mm�ڿױ������ߵ�ͬ��ȹ���Ϊ��0.03mm��48±0.019mm�������ζ� mm�ڿױ���Ŀ����߶Գƶȹ���Ϊ0.03mm������Ϊ���ʺ��45Բ�֣�����������
�ӹ�˳������—�ֳ���Բ���ߴ�—�뾫����Բ���ߴ�—������Բ���ߴ�—�����ĵ�—������ߴ�—���ڿ����ߴ�—�����ڿ����ߴ�—�뾫���ڿ����ߴ�—�����ڿ����ߴ�—ϳ��װ��—�־�ϳƽ�����ܳ�—�־�ϳ������ߴ�—���������������Ŀ�—�����Ŀ�����ͨ��—����—ϳͨ�����ߴ硣
[������Դ��Doc163.com]


[������Դ��https://www.doc163.com]

Ŀ¼
ǰ�� - 1 -
һ������ - 2 -
1�������� - 2 -
2����������Ҫ�� - 3 -
����������շ��� - 4 -
1.��Ъ�������IJ���������ά��ͼ��װ��ͼ - 4 -
2�����������IJ�������������� - 6 -
3����Ъ�������IJ�������������շ��� - 7 -
��1��ȷ��������ļӹ����� - 7 -
��2�����ּӹ��κͼӹ�˳�� - 7 -
��3������ӹ�����·�� - 7 -
4��ë����ѡ�� - 9 -
��1��������ԭ�� - 9 -
��2����Ӧ��ԭ�� - 9 -
��3�������������ԭ�� - 9 -
5���ȴ��� - 11 -
��1����������� - 11 -
��2���ȴ������� - 11 -
��3�������ȴ������� - 11 -
������Ъ�������IJ������ļӹ� - 13 -
1��������ѡ�� - 13 -
��1��CKA6140���س�����Ʒ���� - 13 -
��2��V600����ϳ����Ʒ���� - 14 -
��3��ѡ��ԭ�� - 14 -
2���оߵ�ѡ�� - 15 -
��1�������оߵ����� - 15 -
��2��ѡ��ԭ�� - 15 -
3�����ߵ�ѡ�� - 17 -
��1�����ٸֵ��� - 17 -
��2��Ӳ�ʺϽ� - 17 -
4�����ߵ�ѡ�� - 22 -
��1��ѡ��ԭ�� - 22 -
��2���α꿨�� - 22 -
��3������α꿨�� - 22 -
��4���ھ�ǧ�ֳ� - 23 -
��5������ֲڶ��� - 23 -
��6������������ - 23 -
5������Һ��ѡ�� - 25 -
��1������Һ������ - 25 -
��2������Һ�ķ��� - 25 -
��3���ӹ����� - 25 -
��4��ѡ��ԭ�� - 26 -
6�����Ե�����ѡ�� - 28 -
��1������������ѡ��ԭ�� - 28 -
��2�����Ե�����ȷ�� - 28 -
��3��������f��ȷ�� - 28 -
��4�������ٶȵ�ȷ�� - 30 -
�ġ������̼��ӹ� - 33 -
1���������� - 33 -
2���ӹ��輰���� - 35 -
��1����Ъ�������IJ������׳����ӹ� - 35 -
��2����Ъ�������IJ�������ϳ���ӹ� - 44 -
3���������ܽ� - 51 -
��1��ϳ���ӹ� - 51 -
��2���ļӹ� - 51 -
�塢�ܽ�����л - 52 -
����� - 53 -
��һƪ�������ո��ո�����������(��CAD���ͼװ��ͼ)
��һƪ��CBS��ȴ�������ɱߴ�ĥ������ϵͳ���(��CADͼ)