
PLC-彩瓦成型机的PLC设计
摘 要
彩瓦成型机是水泥彩瓦的主要设备,工序较复杂,用常规控制较难实现,采用了PLC进行控制,实现了系统自动、手动控制功能。系统共有26点入,13点出,还有2路压力信号(模拟量)需要采集,采用了南京冠德公司的嘉华JH-120H系列PLC,由于系统工艺的复杂性、工艺的特殊性,而且条件的限制,所以采用了先画电器图,再画梯形图的方法来完成整个程序的编写过程的。本书介绍了整个设计的电气控制图,梯形图,时序图,接线图,流程图和PLC程序,该设计运用了灯泡来实现整个实验的模拟过程,在设计过程中,做了许多相关的实验,例如:单按起停电路的PLC设计,十字路口红绿灯的PLC设计。
[资料来源:http://doc163.com]
Abstract
The tile shaping machine of color is a capital equipment of the color tile of cement, the process is relatively comp3
licated, it is more difficult to realize to control with the routine, having adopted PLC to control, the implementation system controls the function automatically, manually. The system has 26 o'clock in all to enter , 13 is pointed out, No. 2 pressure signal (analog quantity) needs gathering , preceded in good China JH-120H series PLC of Germany company after adopting Nanjing, because of the complexity of the craft of the system, particularity of the craft, and restriction of condition, adopt and draw electric apparatus picture first , draw ladder-shaped method of picture come and finish to write course whole procedure and then. Book this introduce design entirely electric to control and pursue, ladder-shaped picture, chronological chart, wiring diagram, flow chart and PLC procedure, should design and use bulb come and realize whole simulation course of experiment, in the course of designing, have done a lot of relevant experiments , for example: Only according to get up and park PLC of circuit design, crossway lipstick PLC of green light design.
[资料来源:Doc163.com]
1 彩瓦成型机的基本工作原理和工作流程
彩瓦成型机的基本工作原理是将水泥、砂子、粉煤灰、水等经过充分的拌和后送入定量搅拌机,定量搅拌机将定量的混凝土送入模腔内,经上模压头与下模的压制后形成湿状水泥瓦,采用托架机构取出上模中的瓦片后,进行干燥处理和上漆工艺即变为成品瓦。并且整个过程是由是由PLC控制的一台机器。
这里着重介绍彩瓦成型机的PLC设计。下面介绍一下整个彩瓦成型机的工作流程:首先要打开油泵电机和搅拌电机,然后工作台要向左运行,中间有喷射一和喷射二两个动作,然后定量供料,供料的过程中有两次抖动,然后是工作台向右,中间有压头压下,然后托架上升,脱模架上升,上升到一定的极限后有行程开关动作后,压头上升,脱模架下降,托架由于自重下降,制品送出。具体见附图:彩瓦成型机PLC设计的工作流程图。
开关的流程控制:
手动:按各个点动按钮可运行各部件。
自动循环:
(1) 首先启动油泵电机,按-SB2,-KM1合上。电机运转。
(2) 启动搅拌电机按钮-SB4,-KM2合上,电机运转。
(3) 按总动按钮将工作台运行至-SQ2位(右限);将压头运行至-SQ5位(上限);将脱模架运行至-SQ4位(下限)。
(4) 按循环工作按钮-SB6,工作台此时应向左,开始工作。
(5) 工作台向左:按循环工作-SB6、-SB5、-SB6、-KM1、-KM2、-KA1接通,-KA1吸合。-KA1、SQ2、-SQ4、-SQ5、-SQ1、-KA2接通,-KA2吸合,-YC1得电,工作台向左,同时,喷射一、二在-KT1、-KT2电路下得电工作,喷射一、二电磁阀工作。工作台左行至-SQ1位时,-KA2失电,工作台停止。
(6) 工作台向右:在初始位-SQ2、-KA3不能吸合,虽-SQ7在初始位置时闭合,但-SQ2开路,并且工作台向左,-KA2吸合,-KA3无法吸合,只有工作台在-SQ1位,托架上升后再下降使-SQ7闭合,-KA1、-SQ7、―KA2C 常闭,-SQ7、-SQ2、-KA3接通,-KA3吸合,-YC4得电,工作台向右,右行至-SQ2停止。
(7) 拖架上升: 工作台左行至-SQ1时,-KA1、-SQ1、-SQ3、-KA4吸合,-YC5得电
(8) 托架下降: 模架上升至-SQ3时,-KA4失电,-YC5失电,托架下降。工作台虽仍在-SQ1位,-SQ1动闭,但脱模架仍上升在-SQ3位,-SQ3开路,-KA4无法得电。
(9) 脱模架上升:当托架上升至上限-SP1时,-KA1、-SP1、-SQ1、-SQ4、-KA5,-KA5吸合,脱模架上升,上升至-SQ3时,上升停止。
(10) 脱模架下降:当工作台开始向右时,脱模架同时下降,-KA3、-SQ4、-KA6接通,-KA6吸合,-YC6-2得电,脱模架下降,下降至-SQ(原位)时停止,-YC6-2失电。
(11) 压头下降: 工作台开始向右,-KA3吸合,-KA1、-KT3、-KA3、-KA8、-KA7接通,-KA7吸合,当工作台行至右限-SQ2时,-YC7得电,-KA1、-KT3、-KA7、-SQ2、-KA7、-SQ6、-YC7接通,压头开始下降,下降至-SQ6,-KT3得电,延时2秒后-KT3失电,下降停止。
(12) 压头上升: KT3得电延时2秒后,-KA8得电,-KA1、-KT3、-SQ5、-KA8接通,-KA8吸合,-YC8得电工作,压头上升,上升至-SQ5停止,并开始向下循环。
(13) 定量供料: 工作台左行至-SQ1时,-KA4、-SQ7、-KA5、-SQ2、-SP2、-KA9接通,-KA9吸合,-YC9得电工作,定量供料前进,上升至-SP2压力值时,-YC9失电,汽缸返回,当托架上升到-SP1压力值时,-KA4、-SQ7、-KT5、-SP1、-KT4、-KT4线圈接通,-KT4延时打开动闭触头接通-KA9,-YC9短时工作,到时后(0.3秒)-KT4线圈断电,-KA9也失电,因-KT5也同时得电延时工作,-KT4再次得电,-KA9再次吸合,短时间后(0.3秒),-KT4再次失电,-KA9同样失电,延时电路断开,定量供料结束。
[资料来源:http://Doc163.com]
(14) 制品送出: 右行至-SQ2位时,压头开始下降,同时制品送出,压头下降,延时时间继电器-KT3工作时,-KA1、-KT3、-SQ8、-KA10接通,-KA10吸合,-YC10得电工作,行至-SQ8停止。
根据以上各种要求,设计出彩瓦成型机PLC的电器控制土,在画出梯形图,然后根据梯型图计出程序

附件清单
1.彩瓦成型机的PLC设计电气图 B9912022-1 A1 一张
2.彩瓦成型机的PLC设计梯形图 B9912022-2 A3 一张
3.彩瓦成型机的PLC设计时序图 B9912022-3 A3 一张
4.彩瓦成型机的PLC设计接线图 B9912022-4 A2 一张
5.彩瓦成型机的PLC设计流程图 B9912022-5 A2 一张
6. 彩瓦成型机模拟电路布局图 B9912022-6 A2 一张
7. 彩瓦成型机简图 B9912022-7 A3 一张
8. 供料装置简图 B9912022-8 A4 一张
9. 彩瓦成型机模拟电路板
10.设计任务书 一份
11.程序清单 一份
[资料来源:https://www.doc163.com]
目 录
0 引言……………………………………………………………………………… 1
1彩瓦成型机基本工作原理和工作流程 …………………………………………… 3
2控制系统设计………………………………………………………… 6
2.1 控制方案 ………………………………………………………………… 6
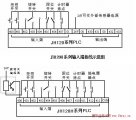
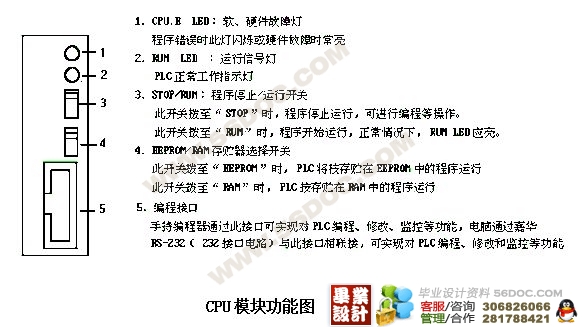
2.2PLC原理的简单介绍……………………………………………………………… 6
2.3 PLC的选择……………………………… ……………………………………… 8
2.4 彩瓦成型机PLC系统的可靠性设计……………………………………………12
3 彩瓦成型机PLC设计程序的测试、调试…………………………………………15
结论 …………………………………………………………………………………17
致谢……………………………………………………………………………………19
参考文献 ……………………………………………………………………………20
附件清单………………………………………………………………………………21
[资料来源:Doc163.com]
[来源:http://www.doc163.com]