
木塑生产机多路温度控制系统设计(S7-1200PLC)
木塑生产机多路温度控制系统设计(S7-1200PLC)(任务书,开题报告,论文14200字,PDF图3张)
摘 要
近年来,全球的森林资源越来越少,但是我们对木材的需求仍比较高,并且其他方面的需求也日益增高。众所周知,塑料制品的应用越来越多,但是其分解却很难,因此将其重新利用是发展的必然趋势。在这种背景下,将木材与塑料复合,发挥两者的优势,由此而制得的绿色环保材料,符合当前发展需求。随着木塑复合材料逐步成熟,各类复合材料制品已经在很多方面都得到了应用, 。温度控制影响着制品的性能和质量,在生产中温度起着关键性作用,决定产品的品质。本文主要是采用PID算法对温度进行控制,以及改进算法的仿真。
分析木塑机的生产过程,得到影响温度的关键因素。根据这些因素,提出方案。温度控制是通过温度传感器来测量每个区的温度,通过PID控制来实现固态继电器通断,从而驱动每个加热区的加热器或冷却风机来控制温度以达到其设定温度的目的。温度控制方案中分析了机筒温度控制原理 。
硬件部分详细分析硬件方案和部分的选型,软件部分介绍本控制系统PLC实现,以及触摸屏的设计,最后增加了模糊PID的理论仿真,其控制方法的准确性和稳定性。在软件设计中,说明了触摸屏与PLC之间的通信。在触摸屏中,会有温度的设定和实际温度的显示。 [版权所有:http://DOC163.com]
关键字:PID控制,PLC控制,挤出机,木塑复合材料
Abstract
In recent years, the global forest resources less and less, but we demand for wood is still relatively high, and other needs of increasingly higher. As we all know, plastic products, more and more applications, but it is difficult to break down, so it will re-use is an inevitable trend. In this context, wood and plastic composite prepared by the new green material is made. With WPC matures, various types of composite products has in many respects been applied. Temperature control accuracy of the performance and quality of extrusion products play a decisive role. This article mainly USES PID algorithm to control the temperature, and the simulation algorithm.
WPC machine production process analysis, to give the effect of temperature of key factors. Based on these factors, the proposed program. Temperature control is measured by a temperature sensor in each zone through PID control to achieve solid state relay off, thereby driving a heater or cooling fan for each zone to control the temperature to reach its set temperature. Temperature control scheme analyzes the barrel temperature control principle.
Hardware part of the detailed analysis of the hardware scheme and part of the selection, software part introduces the PLC control system, and the design of touch screen, finally increase the theory of fuzzy PID simulation, its accuracy and stability of the control method. In software design, illustrates the communication between touch screen and PLC. In the touch screen, there will be a temperature set and actual temperature display.
Keywords:PID control, PLC control, extruder, wood plastic compound materials
[资料来源:http://doc163.com]


 [来源:http://Doc163.com]
[来源:http://Doc163.com] 
目 录
第1章 绪论 1
1.1设计的目的和意义 1
1.2课题的国内外研究现状 1
1.3本文研究的内容和结构 2
1.3.1本文研究的内容 2
1.3.2本文结构安排 2
第2章 木塑机多路温度控制系统总体方案设计 3
2.1生产的工艺流程 3
2.2温度控制系统分析 3
2.2.1温度控制系统的结构图 3
2.2.2挤出机温度控制的要求 5
第3章 木塑机温度控制系统硬件设计 7
3.1木塑机温度控制的硬件设计 7
3.2 PLC的选型 7
3.2.1 S7-1200系列PLC 7
3.2.2 CPU模块 8 [资料来源:https://www.doc163.com]
3.2.3信号模块 9
3.2.4信号板模块 9
3.2.5通信模块 9
3.3其他硬件选型 10
3.3.1加热执行器选型 10
3.3.2冷却方式选择 10
3.3.3加热冷却驱动器选择 10
3.3.4温度传感器选型 11
3.3.5触摸屏的选型 11
3.3.6其他器件材料表 12
3.3.7 I/O地址分配 13
3.4 HMI和PLC通讯 13
第4章 木塑机温度控制算法及软件设计 14
4.1 PID控制理论 14
4.2 PID算法在S7-1200中的实现 15
4.3控制算法的PLC实现 16
4.3.1基本参数 17
4.3.2过程值设置 17
4.3.3高级设置 18
4.4 PID算法的PLC编程实现 19
4.5触摸屏设计 20
4.5.1触摸屏的操作步骤 20
4.5.2触摸屏的界面设计 21
4.6模糊PID控制器 23
4.6.1模糊PID控制理论 23
4.6.2模糊PID控制算法 25
4.7模糊PID Simulink仿真 26
4.7.1模糊PID控制器的规则 26
4.7.2模糊PID的simulink实现 28
4.7.3传统的PID控制 29
4.7.4加入干扰后的仿真 31
4.7.5被控对象变化的仿真 32
第五章 总结 33
参考文献 34
附 录 35
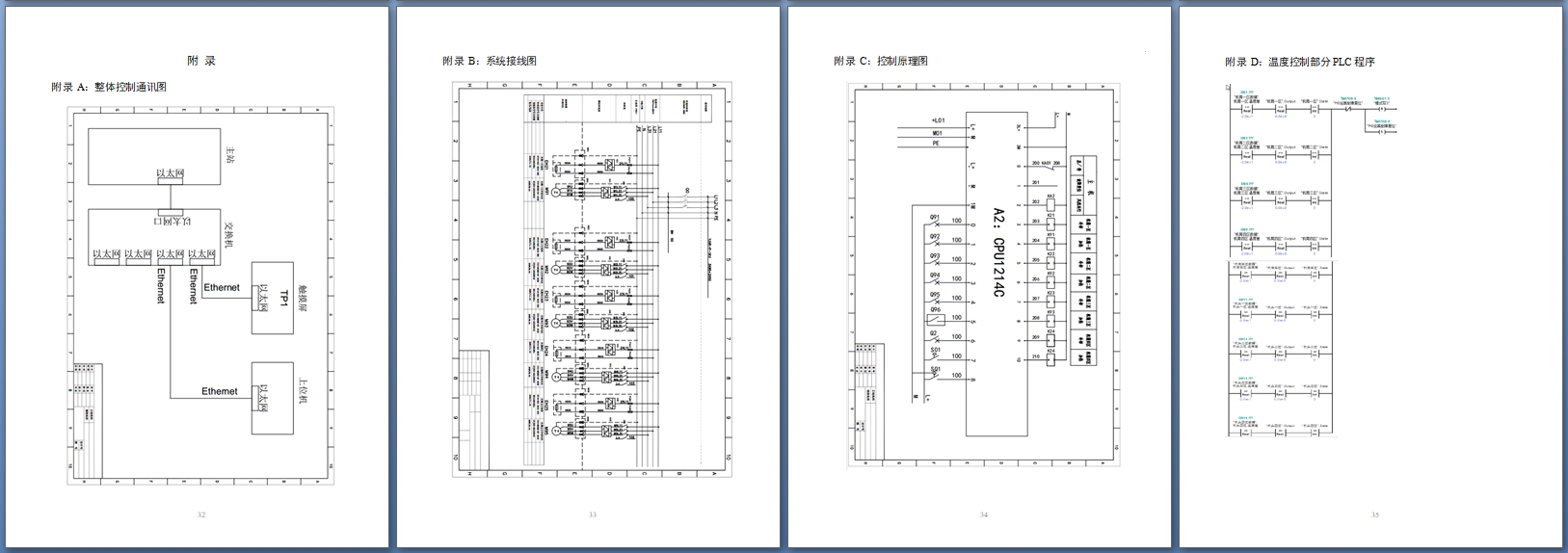
附录A:整体控制通讯图 35
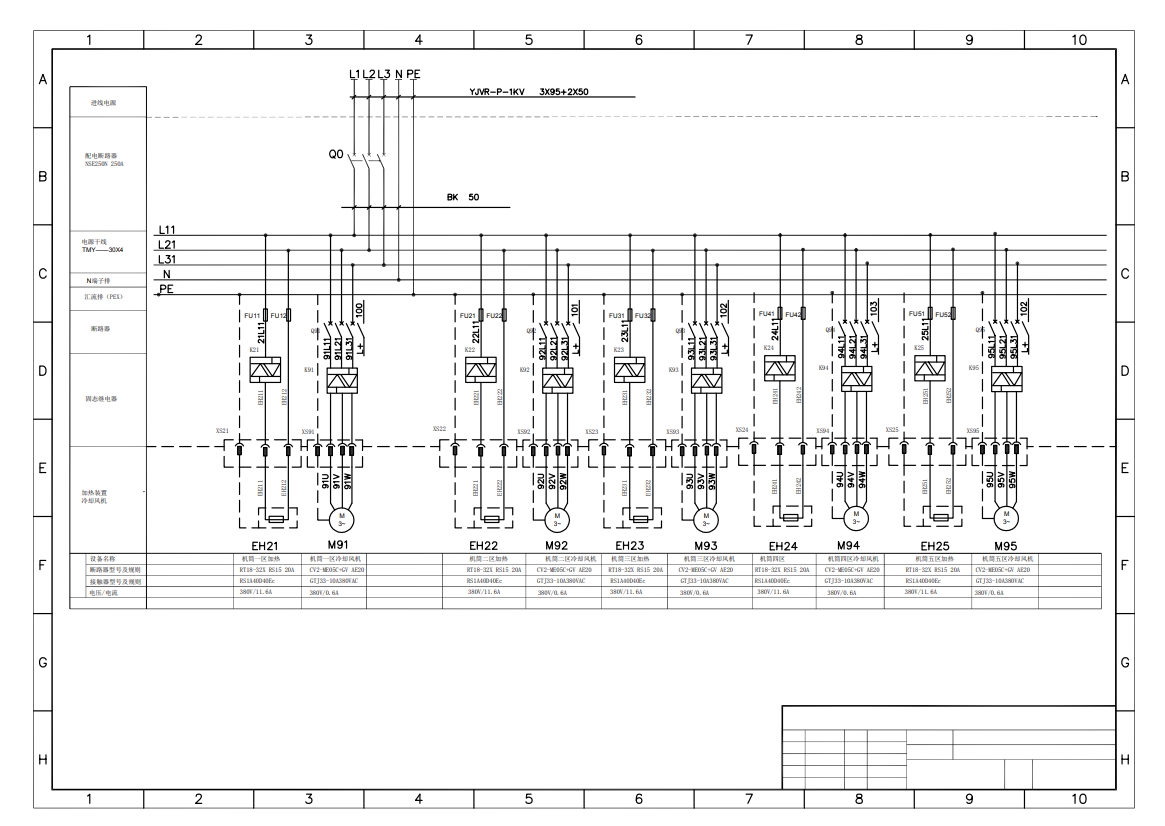
附录B:系统接线图 36
附录C:控制原理图 37
附录D:温度控制部分PLC程序 38
致 谢 39 [资料来源:http://Doc163.com]