
核电封头数控磨锉机PLC电气设计

摘 要
随着科学技术的发展和社会的日益进步,对机械产品的可靠性和使用性能要求越来越高。高压容器尤其是核工业高压容器,由于其使用场合的特殊性,不仅要求对内外表面进行磨削加工,而且对封头焊缝和堆焊层提出了严格的要求。随着新型磨料砂带的诞生,传统的砂带磨削加工方法朝着精密和超精密的方向发展,砂带磨削不仅具有高效、冷态、低粗糙度等优点,而且在脆硬材料表面精密加工中表现出优良的磨削性能。
本文正是在这种背景下,从实际出发,结合数控技术和PLC逻辑控制技术,通过对核电封头加工工艺的分析,研制出基于西门子802D数控系统的数控核电封头磨挫机。磨挫机采用新型砂带磨削,彻底改变采用人工控制抛光核电封头的效率底、加工效果差的问题,
【关键字】:砂带磨削;核电封头;SINUMERIK 802D;PLC控制
ABSTRACT
As the developing of the science technology and the progressing of the social Civilization, people have proposed high capability and reliability for the mechanical product. High-pressure vessel, especially the vessels used for Nuclear Industry, because of their special working situation, not only both the outside and the inside surface have to be ground, but also the welded joint of them should be handled strictly. As the invented of new grinding belt with effective abrasive grains, traditional belt grinding progress has been improved a lot. Now we can obtain a very satisfactory surface texture by belt grinding process. Belt grinding process is a very effective, low Processing temperature, high surface roughness process, which also performance very good in the Brittle material’s finishing operation.
This paper has been done based on this background. Through proceeding from reality and making an analysis of the proceeding process, we designed a numeric controlled belt grinding grinder base on SINUMERIK 802D system. The grinder is use in the vessel’s finishing process. This system integrates Numeric Control Technology and Programmable Logic Controller Technology. The belt grinding grinder, which is using the most advanced belt, has completely changed the low efficient and the low quality of the grinder controlled by workers.
Key words: Belt Grinding;Nuclear Head;SINUMERIK 802D;PLC Controller
通过对西门子 802D 数控系统的了解应用,对数控系统的结构组成有了一定的了解。学会和如何对一个机床的数控系统进行设计安装。通过对机床电气图的绘制,提高了绘图、读图的能力。
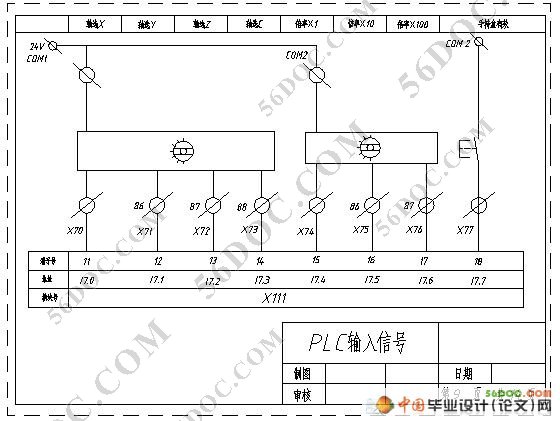
西门子802D 数控系统将PLC系统集成在PCU中,通过公共存储区域共享输入输出信号,对简化系统的安装,简化编程起到了很好的作用。西门子还提供了丰富的PLC子程序库调用,大大简化了机床的设计。在本文的PLC程序中就利用了系统提供的子程序库,如机床初始化程序、信号传递子程序等。直接调用这些程序。保证了系统的稳定性和纠错功能。
[资料来源:http://Doc163.com]
802D数控系统最多能够控制四个数字进给轴和一个主轴。本设计定义了机床的X、Z和B(旋转)轴来控制磨头的进给。数控编程的时候将整个被加工圆弧分为5度的小圆弧插补来保证插补精度。802D 数控系统丰富的控制、运算指令也为编程提供了方便。
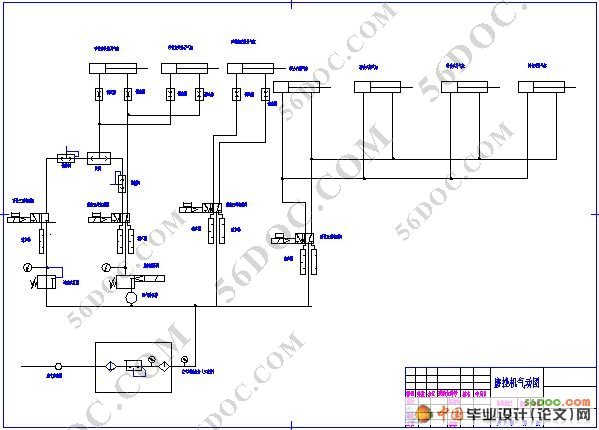
同时,在电气设计过程中也参与了气动控制原理图的设计。气动控制由于它的价廉、无污染、工作可靠而获得了越来越广泛的应用。同时,空气的可压缩性使得用气缸作为在机床磨头浮动进给的动力部分取得了很好的效果[12]。 [资料来源:http://Doc163.com]
 [来源:http://www.doc163.com]
[来源:http://www.doc163.com] 
目 录 14000字
摘 要 I
ABSTRACT II
1 绪论 1
1.1前言 1
1.2 砂带磨削技术国内外现状及发展趋势 1
1.2.1 砂带磨削技术简介 1
1.2.2 砂带磨削技术国内外现状 3
1.2.3 砂带磨削的发展趋势 4
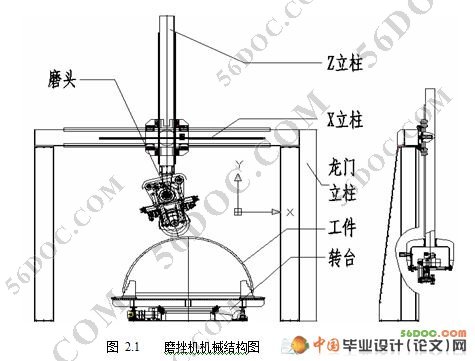
2 封头数控磨挫机机械结构设计 6
2.1 系统组成 6
2.1.1 龙门架主机构成 6
2.1.2 多功能强力磨头 6
2.1.3 重型回转工作台 7
2.2 除尘系统 8
3 数控磨挫机的气动部分设计 9
3.1 砂带磨床辅助机构的选型 9
[资料来源:http://www.doc163.com]
3.2 气动控制原理图 9
4 数控磨锉机PLC电气部分方案设计 10
4.1 控制系统的选型与介绍 10
4.2 PLC电气部分的组成 10
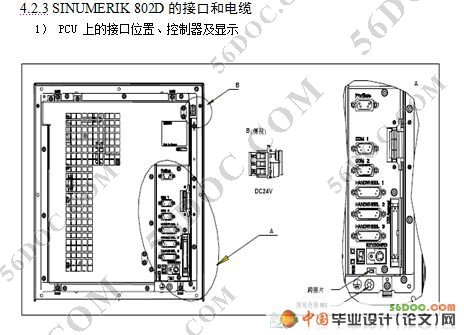
4.2.1 SINUMERIK 802D的硬件组成 10
4.2.2 SINUMERIK 802D的软件组成 11
4.2.3 SINUMERIK 802D的接口和电缆 12
4.2.4 SINUMERIK 802D的电缆连线 14
4.2.5 驱动系统和伺服电机 15
5磨挫机控制面板设计和工作流程分析 17
5.1 磨挫机控制面板MCP设计 17
5.2 磨挫机的工作流程 19
6 PLC程序设计 21
6.1 PLC的I/O地址分配 21
6.2 PLC程序设计 22
6.2.1子程序调用简介 22
6.2.2 PLC主程序梯形图 25
7 磨挫机的数控程序设计 30
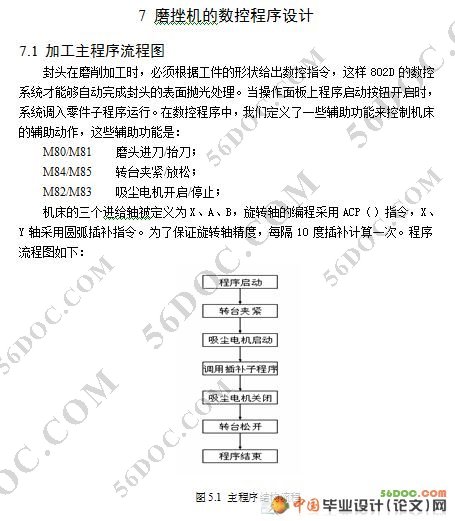
7.1 加工主程序流程图 30
7.2 数控加工编程源程序 31 [资料来源:www.doc163.com]
8 结论 34
致谢 35
参考文献 36