
操作箱箱体加工工艺设计(含CAD零件图夹具图,工艺卡工序卡)

资料介绍:
操作箱箱体加工工艺设计(含CAD零件图夹具图,工艺卡工序卡)(任务书,外文翻译,论文说明书8800字,CAD图纸8张,工艺卡,工序卡)
摘 要
铣床是普通精度级万能铣床,它运用加工各种轴类,套筒类和盘类零件上的回转表面,以及铣削端面等,是应用最广泛的铣床。
铣床操作箱体是机床的基础构件,机床的各个主要部件和零件都装在操作箱体或操作箱体的导轨上作相对运动。在切削中,刀具与工件的相互作用力传递到操作箱体上而使操作箱体变形
操作箱体的变形和振动直影响到被加工零件的精度和表面粗糙度,因此,操作箱体是铣床上极为重要的一个部件。
而导轨,则是操作箱体上极为重要的一个部分,操作箱体上共有四条导轨,其中,有两条导轨是拖板用的导轨,另外两条导轨为尾座导轨,其作用为导向和承载,所以,以导轨要求有较高的的导向精度,结构简单,工艺好等特点。
本次的设计主要就是针对加工操作箱体导轨而进行设计的,为了保证导轨的精度,降低工人的劳动强度,操作箱体导轨的加工基准选用导轨本身即“自为基准”原则。本次设计的主要内容是设计一个调节装置,其作用就是在加工操作箱体时对操作箱体在空间的各个位置进行调节,限于目前的水平有限,希望各位老师给予指正。
[资料来源:https://www.doc163.com]
关键词: 操作箱体,工艺,夹具
1.1零件的作用
题目所给的零件是铣床操作箱体,它是机床的基础构件。机床的各个主要部件和零件都装在操作箱体上或在操作箱体导轨上作相对运动。操作箱体是机床的支承件,装左床腿和右床腿并支承在地基上。操作箱体上安装着机床的各部件,并保证它们之间具有要求的相互准确位置。
在操作箱体上安装有刀架、尾座、床头箱等零件。 在切削中,刀具与工件相互作用力传递到操作箱体上而操作箱体变形,操作箱体的变形和振动直接影响到被加工零件的精度和表面粗糙度。因此,操作箱体是机床上极为重要的构件。
1.2 零件的工艺分析
该零件主要有四组加工表面,该三组加工表面都要求有较小的表面粗糙度值。现述如下:
1.2.1 操作箱体与操作箱体的结合面。该平面是操作箱体与操作箱体的结合面,负责纵向进给运动。所以,要求该平面的表面粗糙度值不得超过1.6,以保证纵向进给的精度。
1.2.2 导轨面。操作箱体上有四条导轨,其中有两条上安装拖板,另两条安装尾架,导轨面是操作箱体的的一个重要表面,刀架负责安装铣刀,直接影响到工件的切削精度,尾座可以安装钻头进行钻削等工作,因此,要求导轨面有较小的表面粗糙度值和好的直线度,以保证零件的加工精度。 [资料来源:https://www.doc163.com]
1.2.3 床头箱的安装定位面。该平面主要安装床头箱,所以,要求该平面要较小的表面粗糙度和好的平面度。
1.2.4 钻孔。该项加工主要包括钻操作箱体的安装孔、齿条安装孔、床头箱安装孔。要求加工这些孔的时候,保证良好的位置精度,以保证安装时的顺利。
[资料来源:http://www.doc163.com]

目 录
摘 要 I
Abstract II
第1章 引言 1
1.1 课题的提出 1
1.2课题的主要内容 1
1.3课题的构思 1
[版权所有:http://DOC163.com]
1.4本人所完成的工作量 2
第2章 零件的工艺设计 2
2.1零件的功用及工艺分析 2
2.2操作箱体加工的主要问题和工艺过程设计所应采取的相应措施 3
2.3操作箱体加工定位基准的选择 4
2.4操作箱体加工主要工序安排 4
2.5机械加工余量、工序尺寸及毛坯尺寸的确定 9
2.6确定切削用量及基本工时(机动时间) 12
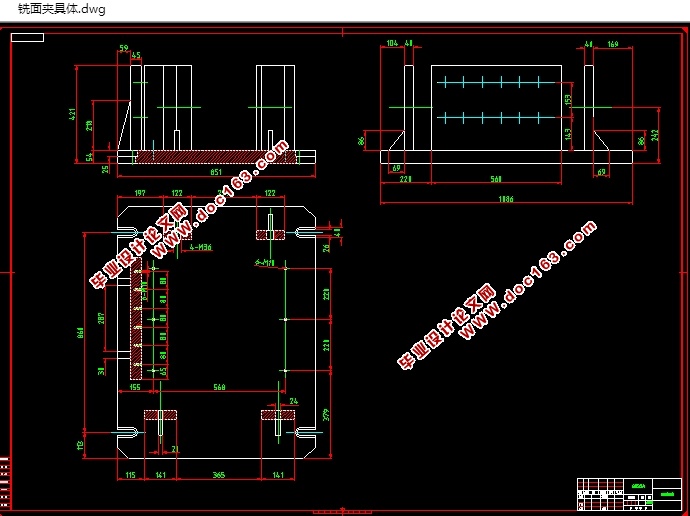
第3章 铣面夹具设计 21
3.1定位基准的选择 21
3.2定位元件的设计 22
3.3切削力及夹紧力的计算 23
3.4对刀块的设计 23
3.5夹紧装置的设计 24
3.6夹具设计及操作的简要说明 25
第4章 刨燕尾面夹具设计 25
4.1定位基准的选择 25
4.2定位元件的设计 25
4.3切削力及夹紧力的计算 27
4.4夹紧装置设计 29
[来源:http://www.doc163.com]
结 论 30
参考文献 31
致 谢 32
[资料来源:http://www.doc163.com]
上一篇:发射机盒加工工艺及夹具设计(含CAD零件图夹具图,工艺卡工序卡)
下一篇:后端盖零件编程及夹具设计(含CAD零件图夹具图,工艺卡工序卡)