
发射机盒加工工艺及夹具设计(含CAD零件图夹具图,工艺卡工序卡)

发射机盒加工工艺及夹具设计(含CAD零件图夹具图,工艺卡工序卡)(论文说明书12000字,CAD图纸4张,工艺卡,工序卡)
摘 要
在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
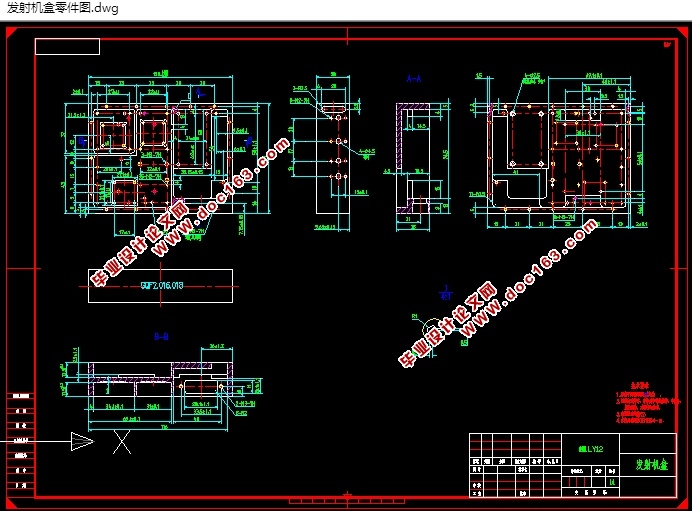
本次设计的主要内容是发射机盒加工工艺规程及铣面夹具和2-M3孔的钻孔夹具的设计。首先对发射机盒的零件进行分析,通过对发射机盒进行的研究和分析,描述了发射机盒零件的加工工艺的制定,各工序的加工工艺的分析以及切削用量和工时的计算等相关内容。为了提高劳动生产率,降低劳动强度,保证加工质量,与指导老协商后,觉得用夹具比较合适。
在这次毕业设计中,根据课题所给的零件图、技术要求,通过查阅相关资料和书籍,了解和掌握了的机械加工工艺和编程的一般方法和步骤,并运用这些方法和步骤进行了发射机盒的机械加工工艺及夹具设计。整个设计的指导思想“简便、高效、经济”。力求生产处符合要求的产品。发射机盒零件是铝造而成的,其主要加工表面及控制位置为上下表面及四侧面。由零件要求分析可知,保证上下左右各面的平行度和表面光洁度的同时应该尽量保证其与其他部位的位置度,这对于后工序装配和总成使用上来说都有重要影响。所以,工序安排时,采取以先粗铣,半精铣上下大底面以及侧面,然后对发射机盒的各个凹台进行铣削,然后就是对表面的各螺纹孔和直孔进行钻,攻,最后就是精铣各表面,包括上下表面及四个侧面。对于钻M3底孔时,主要以发射机盒的大底面和外圆面定位,控制其自由度,以达到加工出来的产品满足要求并且一致性好的目的。本文的研究重点在于通过对发射机盒的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具,通过实践验证,最终加工出合格的发射机盒零件。
关键词 工序,工艺,工步,加工余量,定位方案,夹紧力
零件的作用
作为板材类零件的一种,发射机盒有很多种类型,不同的发射机盒的作用不尽相同,发射机盒主要是起到连接的作用,其上面开有很多孔,通过螺纹连接,起到连接各个零件的作用。
2.2.零件的工艺分析
外形尺寸为120*92*28,材料为铝板LY12,主要加工面是上、下、左、右个端面以及各个螺纹孔、直孔的加工和各个凹台的铣削加工,工件的尺寸公差及主要技术指标为:工件上、下,左右以及各个侧面的尺寸精度≤IT7级;位置度≤0.01mm;同轴度≤0.01mm;表面粗糙度≤Ra0.8。
因工件的5个面 要加工,要求保证面与面之间的平行度、位置度等等的公差要求。
[资料来源:Doc163.com]


目录
摘 要 3
Abstract 4
1、绪 论 4
2、零件的分析 5
2.1、零件的作用 5
2.2、零件的工艺分析 5
3、毛坯的确定以及毛坯图和零件图的绘出 8
3.1、分析毛坯的制作以及其组成 8
3.2、加工余量和工序、毛坯尺寸的确定 8
4、发射机盒的工艺规程的设计 10
4.1定位基准的选择 10
4.2制订工艺路线 10
4.3选择加工设备及刀具、夹具、量具 10
4.4加工工序设计 10
5、发射机盒铣面夹具的设计 ......11
5.1研究原始质料 10
5.2定位基准的选择 10
5.3分析误差 10
5.4切削力及夹紧力的计算 10 [资料来源:http://www.doc163.com]
5.5夹紧元件及动力装置的确定 10
6、发射机盒钻孔夹具的设计............10
结轮 28
致 谢 29
参考文献 29
[来源:http://Doc163.com]
上一篇:差速器壳加工工艺及夹具设计(含CAD零件图夹具图,工艺卡工序卡)
下一篇:操作箱箱体加工工艺设计(含CAD零件图夹具图,工艺卡工序卡)