
110KV变电站的设计(电气自动化)
摘要 本次设计为110KV变电站的初步设计书。首先根据任务书上所给系统与线路及所有负荷的参数,分析负荷发展趋势。从负荷增长方面阐明了建站的必要性,然后通过对拟建变电站的概括以及出线方向来考虑,并通过对负荷资料的分析,安全,经济及可靠性方面考虑,...

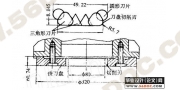
自动化立体车库的设计(机电一体化)
摘 要 此设计是根据我国近几年来房地产业地蓬勃发展和老百姓私家车地急剧增多,私家车数量地急剧增加与车库设置严重滞后地矛盾应运而生地自动化车库。地下升降式自动化立体车库,是充分利用小区地下空间设置地新型车库,该型号为单层2个车位。车库下降后可完...

加工中心刀具寿命管理功能的开发及其应用(自动化)(附加工宏程序)
摘要 为满足MCFHD80A卧式加工中心的生产需求,本课题提出为该加工中心增加刀具寿命管理功能,即在FANUC-0i数控系统的基础上应用宏程序技术实现了刀具寿命的计算和统计,并应用FANUC的格式数据输入功能完成刀具寿命管理的人机界面的设计;此外应用PMC技术设计...

XK716铣床数控系统设计(自动化)(附PMC程序)
摘要 本课题针对XK716铣床的数控改造,提出了FANUC-0i-MA数控系统的控制方案,并设计了数控系统的硬件配置和电气原理图,以及完成了半闭环的设定。并用螺距误差补偿和反向间隙补偿来提高半闭环的精度。根据机床的机械结构和控制要求,进行了伺服参数与系统参...

加工中心串行主轴的控制及应用(自动化)(附PMC程序)
摘要 本课题针对MCFHD80A卧式加工中心主轴部分的数控改造,提出采用串行主轴的改造方案,并设计了主轴部分的电气原理图,完成了主轴的运转控制。并根据机床的机械结构和控制要求,进行了主轴参数参数的设定与调整。此外,还完成了主轴换档和定向功能的设计。...
基于FANUC的曲轴内铣控制系统设计及应用(自动化)(附加工程序)
摘要 针对FKP20曲轴内铣机床双通道六坐标轴特点,提出了利用双FANUC-0M系统改造方案。各坐标轴均配置光栅尺构成全闭环控制,对个别出现振荡的轴采用双位置反馈控制方式。两系统间采用M代码实现同步控制。通过设计好的PMC程序完成坐标轴自动回零操作。利用专...
三菱M50G内置PLC在GZ076外圆磨中的设计及应用(自动化)
摘要 本课题针对GZ076外圆磨数控改造中三菱M50G数控系统二次开发的需要,设计了基于总线连接的远程I/O单元连接方案,完成了远程I/O单元输入输出口地址的分配和定义,并设计了有关电气原理图。通过对CNC与PLC接口信号的分析,编制了M50G内置PLC程序,实现了机...
基于FANUC的曲轴主轴颈内铣功能开发设计(自动化)(附加工程序)
摘要 本课题针对FKP20内铣专用机床,进行了全面的电气改造,提出了FANUC-0i-MC数控系统的控制方案。在数控系统上运用宏程序技术开发了基于几何形状、刀具信息、切削工艺参数、刀具补偿等数据的固定循环,并在此基础上编写了6B、4B曲轴主轴颈加工程序。改造后...

基于PMC轴的T功能设计及应用(自动化)
摘要 XH754卧式加工中心数控改造经过方案论证,决定采用两套FANUC-0MD系统的控制方案,双系统主从方式运行,解决了机床控制轴数多的问题。本课题针对该加工中心ATC自动换刀要求,分析了其动作流程,选择了合适的刀库驱动用伺服电机,并采用PMC轴控技术设计加...
FANUC数控系统圆弧插补功能的升级开发(自动化))(附加工宏程序)
摘要 本课题针对FANUC数控系统圆弧插补功能不能满足发动机曲轴内铣加工工艺要求的不足,提出利用宏程序开发高级圆弧插补指令的编程方法,并建立了相应的数学模型。所开发的圆弧插补指令一共有三个:分别是通过中间点圆弧插补、已知圆弧角和圆心坐标的圆弧插...