
加工中心串行主轴的控制及应用(自动化)(附PMC程序)

摘要
本课题针对MCFHD80A卧式加工中心主轴部分的数控改造,提出采用串行主轴的改造方案,并设计了主轴部分的电气原理图,完成了主轴的运转控制。并根据机床的机械结构和控制要求,进行了主轴参数参数的设定与调整。此外,还完成了主轴换档和定向功能的设计。改造后的数控机床已投入9吨以上重型车减速器壳体的生产。
关键词:数控系统;加工中心;串行主轴;定向;换档
Abstract
The topic puts forward a reformation project about the part of spindle of MCFHD80A horizontal machincing center. After the hardware configuration and connection are designed, the operation control of the spindle is realized. According to the mechanical structures and the control request of the machine tool, spindle parameter and CNC basic parameter are set and adjusted. In addition, it also makes a design of the gear change and orientation about the spindle. The retrofitted CNC machine tool has been used to produce the case of the reducer of 9 tons heavy vehicles.
Key words: CNC system;machining center; serial spindle; gear change; orientation.
[版权所有:http://DOC163.com]
本课题的主要任务:
1、FANUC串行主轴硬件连接;
2、FANUC串行主轴参数初始化及调整;
3、主轴运转控制;
4、M型主轴换档功能设
本课题提出的加工中心串行主轴控制方案已成功用于MCFHD80A卧式加工中心数控系统改造。现对本课题总结如下:
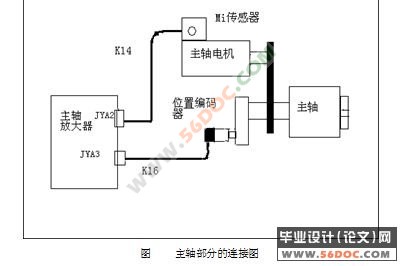
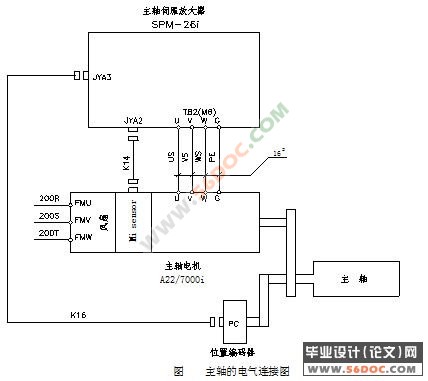
1.针对MCFHD80A卧式加工中心的数控改造,提出串行主轴控制方案。并给出了主轴部分硬件配置及电气原理图。
2.依据所选机床主轴电机的性能,进行了主轴参数的初始化和适当的调整。
3.依据机床控制的要求,对有关主轴部分的系统参数进行了设置与调整。
4.采用M型换档和位置编码器定向设计了加工中心主轴换档功能和定向功能,并进行了相关参数的设定与调整。
[来源:http://www.doc163.com]

 [来源:http://www.doc163.com]
[来源:http://www.doc163.com] 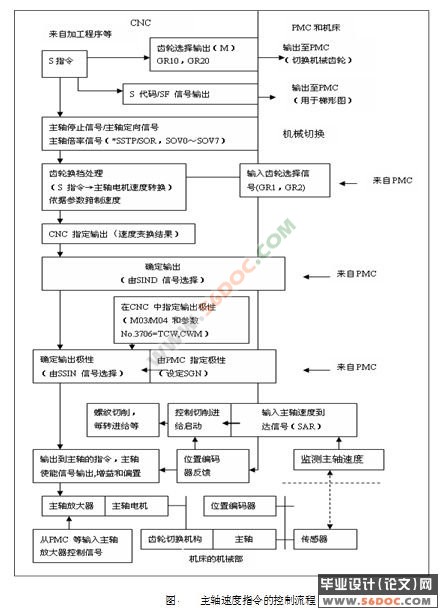
目 录 14000字
第一章 概论 1
1.1 前言 1
1.2 课题来源 2
1.3 课题任务 2
1.4 数控系统改造的现状 2
第二章 数控系统硬件配置及电气原理图 5
2.1 数控系统硬件配置介绍 5
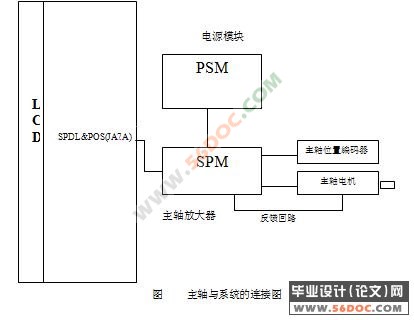
2.2 主轴与系统的连接 9
2.3主轴电气原理图 9
2.4主轴的电机性能 10
第三章 主轴参数初始化与调整 12
3.1与主轴控制有关的参数 12
[资料来源:Doc163.com]
3.1.1 与主轴起动有关的参数 13
3.1.2与主轴速度指令有关的参数 13
3.1.3 与检测器有关的参数 14
3.2主轴参数的设定 17
3.2.1 显示参数 17
3.2.2用MDI设定参数 18
3.3主轴设定画面 18
3.4主轴调整画面 19
3.5主轴监视器画面 20
第四章 主轴的控制 22
4.1 有关主轴的接口信号图 22
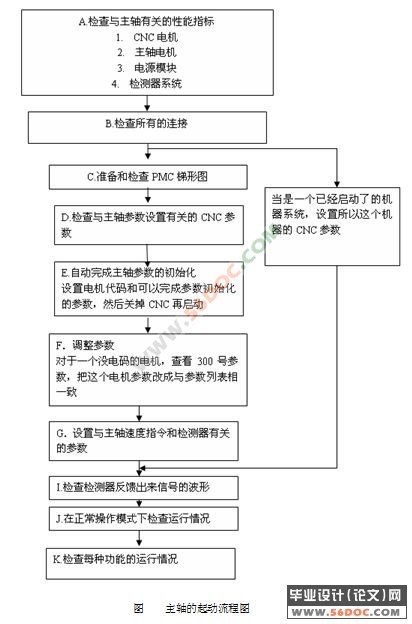
4.2主轴的起动 23
4.3.与关主轴部分的地址表 24
4.4主轴的换档 25
4.4.1主轴速度指令流程 25
4.4.2有关换档过程的信号 26
4.4.3有关换档过程的参数 27
4.5主轴的定向 30
4.5.1 位置编码器起动流程 30
4.5.2 主轴定向的时序图 30
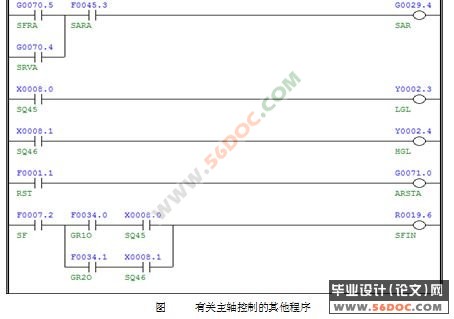
4.6主轴控制的PMC程序 31
第五章 结论 35 [来源:http://Doc163.com]
结束语 36
致谢 37
参考文献 38
[来源:http://www.doc163.com]
上一篇:基于FANUC的曲轴内铣控制系统设计及应用(自动化)(附加工程序)
下一篇:XK716铣床数控系统设计(自动化)(附PMC程序)