
电动轻卡铝合金车门内板局部热成形研究(含CAD图,IGS三维图)
电动轻卡铝合金车门内板局部热成形研究(含CAD图,IGS三维图)(任务书,开题报告,文献摘要,外文翻译,论文说明书2900字,CAD图4张,IGS三维图)
摘 要
随着汽车产业在全球范围内的高速发展,人们对于汽车的安全性、舒适性以及节能减排的能力要求越来越高。铝合金材料由于其具有密度小、比强度高、成本较低以及耐腐蚀性好等优点,被广泛运用于汽车零件的制造成形中。由于铝合金板料在室温下对于复杂零件的成形十分困难,为了提高铝合金板料的塑性成形能力,一般先将板料进行热处理,然后再进行相关的冲压成形,成形结果相比冷冲压来说会的到很大程度的提高。因此研究铝合金板料在整体加热条件下的成形性能是十分有必要的。同时考虑到铝合金板料在热处理过程中所用加热装置的复杂性、搬运时间较长造成热量的散失以及使用煤气加热造成的能源损耗和环境污染等问题,提出对铝合金进行局部加热这一理论研究方向。
本文针对5182-O铝合金车门内板成形工艺进行了初步研究,主要内容如下:
(1)对铝合金车门内板的结构特征进行分析,划分了车门内板的网格,确定了相应的冲压方向,对板料冲压成形过程中的相关参数设置进行分析。 [来源:http://www.doc163.com]
(2)对5182-O铝合金车门内板进行冷冲压模拟计算,通过参数的设置得到较为合适的成形结果,经过对比划定了铝合金车门内板容易出现局部缺陷的区域。
(3)对5182-O铝合金车门内板进行整体热冲压成形性分析,确定了成形结果良好时相关的成形参数,其中压边力的设置为130000N,摩擦系数为0.12,冲压速度为80mm/s,冲压过程中设置的温度为360摄氏度等。通过相关冲压技术的调整包括改变坯料的初始形状,在允许范围内适当修改零件的圆角,得到了成形较好的云图以及相应的成形极限图FLD。
(4)对5182-O铝合金车门内板进行局部加热的研究,参数设置以及技术调整和整体加热成形大致相似,通过对冷冲压成形中产生局部缺陷区域的周围进行加热,得到相应的成形极限图。其中最大减薄率为23.1%,最大增厚率为12.6%。
关键词:5182-O铝合金 冷冲压 整体热冲压 局部热冲压 成形极限图FLD
Abstract
With the rapid development of the automotive industry in the world, people are increasingly demanding the safety, comfort, and energy-saving and emission reduction capabilities of automobiles. Aluminum alloy materials are widely used in the manufacture of automotive parts due to their advantages such as low density, high specific strength, low cost, and good corrosion resistance. Because the aluminum alloy sheet material is difficult to form for complicated parts at room temperature, in order to improve the plastic forming ability of the aluminum alloy sheet material, generally the sheet material is first heat treated, and then the relevant stamping forming is performed, and the forming result is compared with cold stamping. The talks will be greatly improved. Therefore, it is very necessary to study the forming properties of aluminum alloy sheets under the overall heating conditions. At the same time taking into account the aluminum alloy sheet in the heat treatment process used in the heating device complexity, the longer the time caused by the loss of heat and the use of gas heating energy loss and environmental pollution and other issues, put forward the theory of local heating of aluminum alloy research direction.
[来源:http://Doc163.com]
This article has carried on the preliminary research to the 5182-O aluminum alloy door inner panel forming craft, the main content is as follows:
(1) Analyze the structural characteristics of aluminum alloy door inner panel, divide the grid of the door inner panel, determine the corresponding stamping direction, and analyze the relevant parameter settings in the sheet metal stamping forming process.
(2) Simulate the cold stamping of the inner door of the 5182-O aluminum alloy door, obtain the appropriate forming result through the setting of the parameters, and define the area where the inner door of the aluminum alloy door is prone to local defects.
(3) Analyze the overall hot stamping formability of the inner door of the 5182-O aluminum alloy door, and determine the relevant forming parameters when the forming result is good. The blank holder force is set to 130000N, the friction coefficient is 0.12, and the stamping speed is 80mm/ s, the temperature set during the stamping process is 360 degrees Celsius, etc. The adjustment of the relevant stamping technology includes changing the initial shape of the blank and appropriately modifying the roundness of the part within the allowable range. A well-formed cloud map and the corresponding forming limit map FLD are obtained. [来源:http://www.doc163.com]
(4) The local heating of the 5182-O aluminum alloy door inner panel was studied. The parameter setting and technical adjustment were similar to those of the overall heating. The corresponding forming limit was obtained by heating the periphery of the area where the local defect occurred in the cold stamping process. Illustration. The maximum thinning rate was 23.1% and the maximum thickening rate was 12.6%.
Keywords: 5182-O aluminum alloy cold stamping overall hot stamping local hot stamping forming limit map FLD
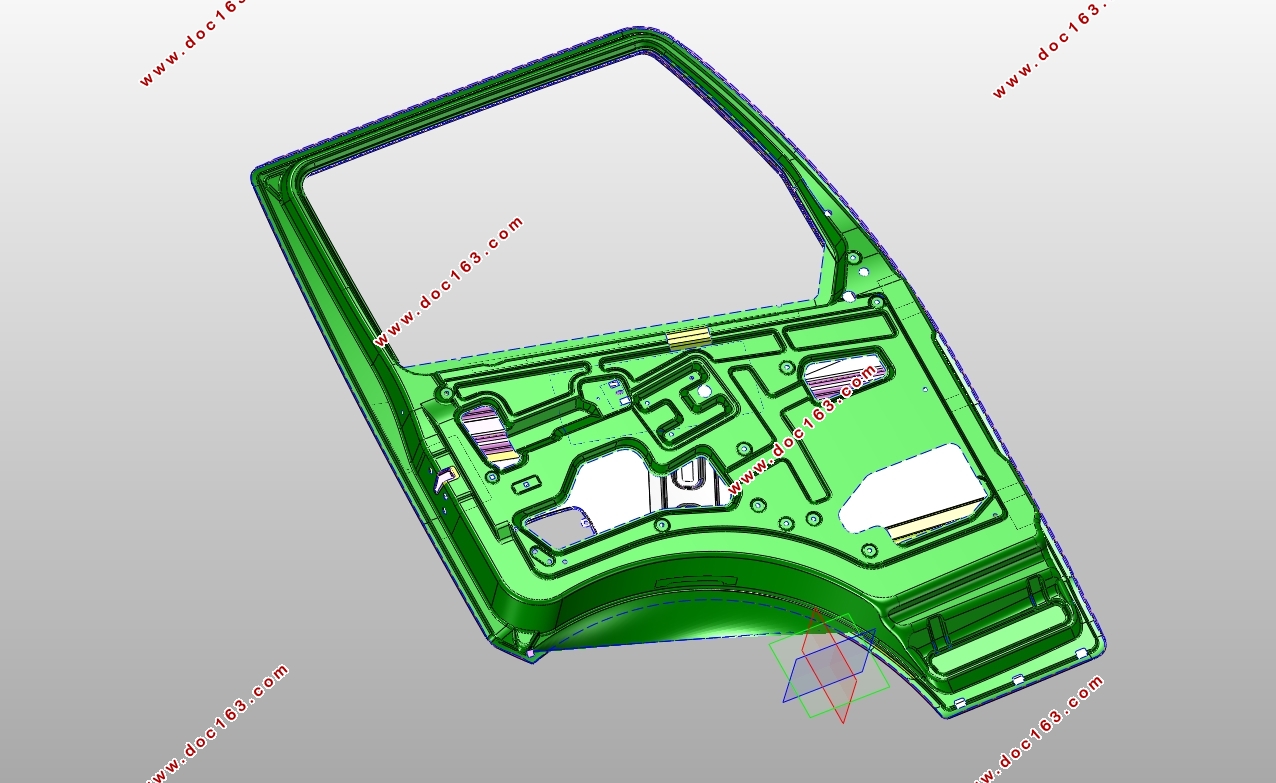
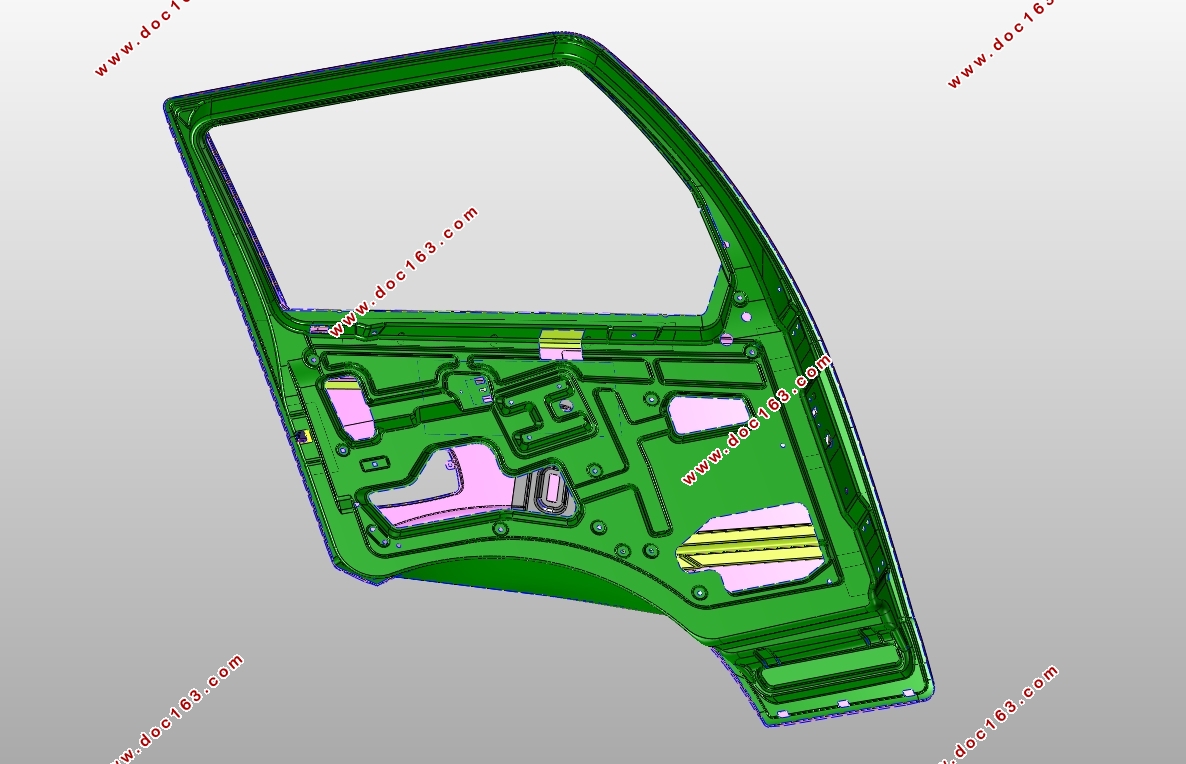
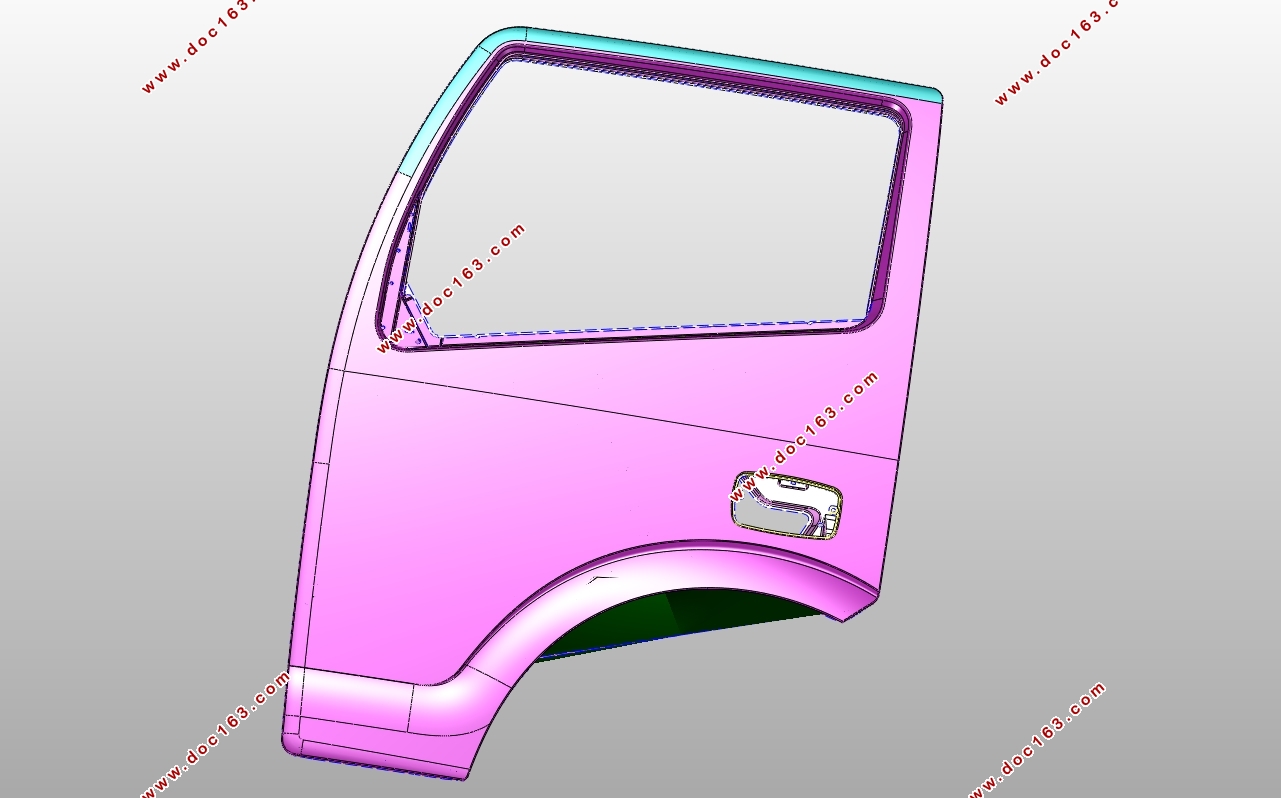
某电动轻卡车门内板的三维造型,如图3.1所示,该车门内板厚度为1mm,整体尺寸为:长1060mm、宽1484mm。 采用的材料类型为欧洲生产制造的铝合金5182-O。
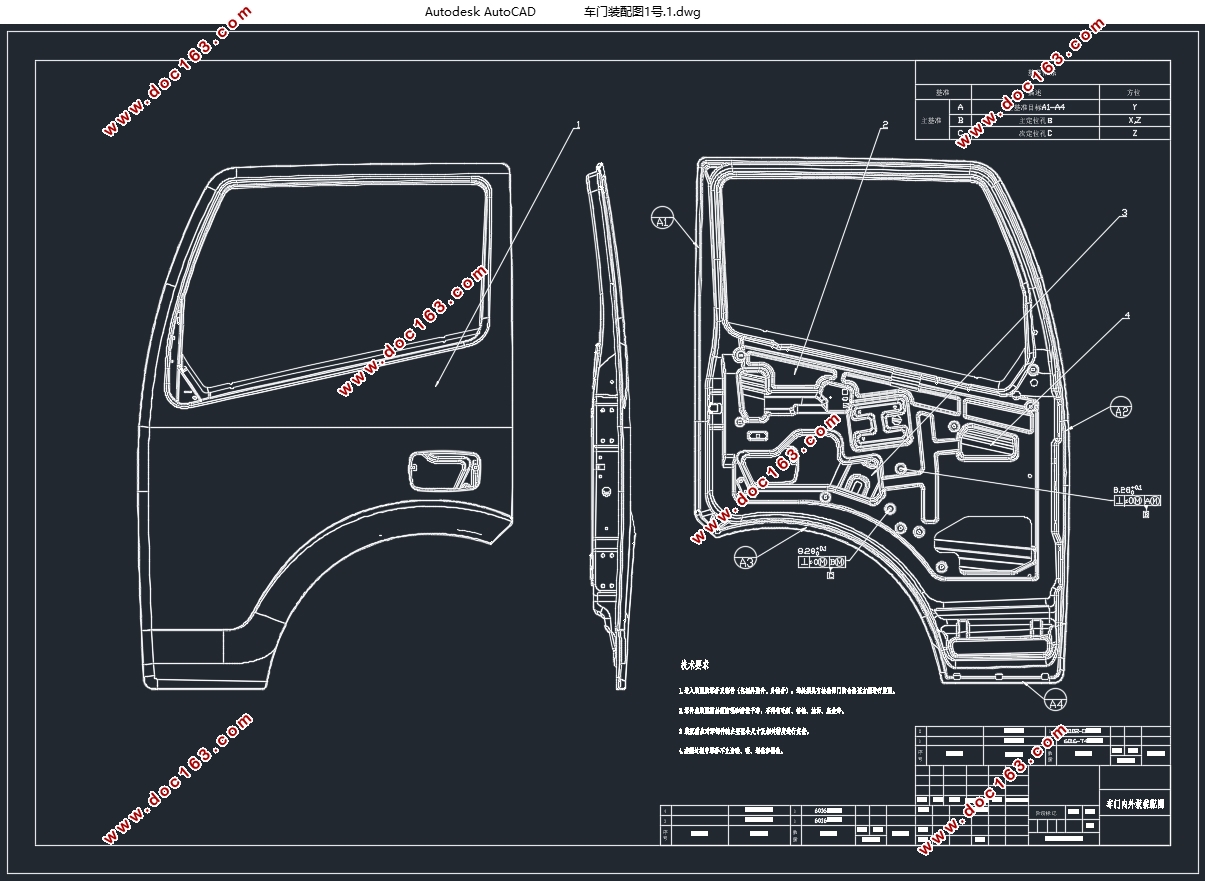
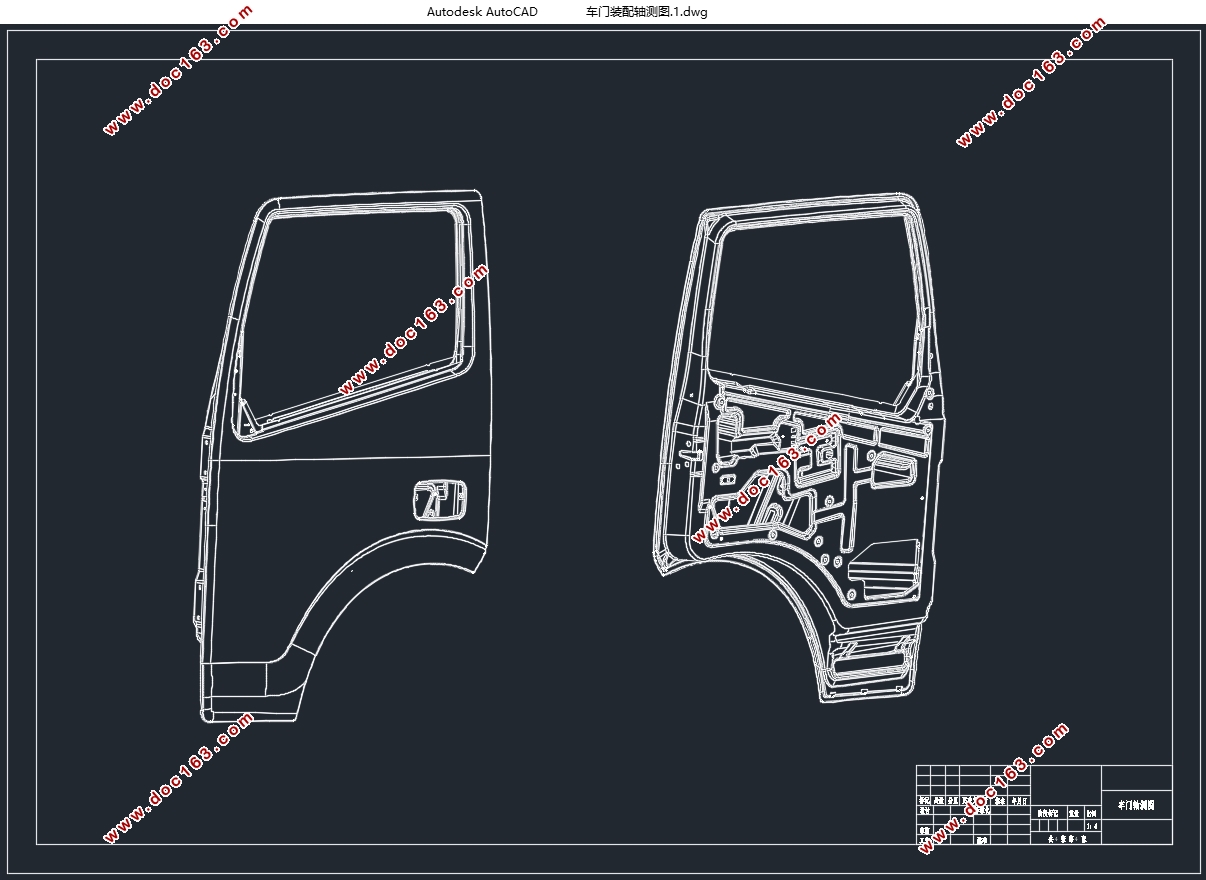
[资料来源:Doc163.com]
目 录
第1章 绪论 1
1.1 前言 1
1.2铝合金材料在汽车产业方面的应用 2
1.3汽车用铝合金板料种类及性能 4
1.4铝合金板料成形工艺研究现状 5
1.4.1铝合金板料冷冲压成形工艺研究现状 5
1.4.2铝合金板料热成形工艺研究现状 6
1.4.3铝合金板料局部热成形工艺研究现状 6
1.5本文研究内容及技术路线 6 [资料来源:http://Doc163.com]
第2章 板料成形性能理论及应用 8
2.1 引言 8
2.2板料成形性能相关理论 8
2.2.1 板料起皱及其理论分析 9
2.2.2 板料回弹及其理论分析 9
2.2.3 板料破裂及其理论分析 10
2.2.4 成形极限图相关理论 10
2.3 板料成形极限曲线及试验方法 11
2.3.1 FLD 的意义 11
2.3.2 FLD 的试验方法 12
2.4 本章小结 13
第3章 铝合金车门内板冲压工艺设计 14
3.1几何模型的建立 14
3.2车门内板结构特征分析 14
3.2.1 车门内板网格划分 15
3.3 AutoForm板料拉延成形过程分析 16
3.3.1 抽取并导入IGS文件 16
3.3.2 调整成形冲压方向 16
3.3.3 补充工艺面,添加拉延工序 17
3.3.4设置成形相关参数 18 [资料来源:http://doc163.com]
3.3.5 设置摩擦系数、控制系数以及运动参数 19
3.3.6 模拟运算及查看结果 21
3.4本章小结 22
第四章 铝合金车门内板冷冲压成形与缺陷分析 23
4.1引言 23
4.2铝合金车门内板冷冲压成形结果分析 23
4.2.1冷冲压相关参数设置 23
4.2.2 冷冲压成形结果分析 25
4.3铝合金冷冲压成形结果优化 26
4.4本章小结 27
第5章 铝合金车门内板整体热冲压成形与参数优化 28
5.1引言 28
5.2 铝合金车门内板冲压成形有限元建模 28
5.3.设置相关参数 30
5.4铝合金车门内板热冲压模拟结果与分析 32
5.5铝合金车门内板热冲压成形优化 34
5.5.1 坯料初始形状的优化设计 35
5.5.2 优化坯料形状后成形结果分析 36
5.6 本章小结 39
[资料来源:www.doc163.com]
第6章 铝合金车门内板局部热冲压工艺设计与成形分析 41
6.1引言 41
6.2铝合金车门内板局部热冲压工艺设计 42
6.2.1局部加热区域的确定 42
6.2.2局部加热成形参数设置 43
6.3铝合金车门内板局部加热成形结果分析 43
6.4本章小结 44
第7章 结论与展望 45
7.1结论 45
7.2 展望 46
参考文献 47
致 谢 50 [资料来源:Doc163.com]
上一篇:智能应急指挥车的总体布置及设计(含CAD图,CATIA三维图