
������ģ�����(�����տ�Ƭ)

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
������ģ�����(�����տ�Ƭ)(��������,���ⱨ��,���ڼ���,��ҵ����˵����9000��,cadͼֽ14�����ͼ1��װ��ͼ)
ժ Ҫ
���Ľ���һ��Ͳע��ģΪ������ϸ�������й�ע��ģ�߽ṹ��ƵIJ���ͷ�������ͨ���Ը�ģ�ߵ�����ٽ����ʵ����ó�һЩ��ģ����ƱȽϿ���ҽϾ������Եķ�����Ϊ�����ڽ���ģ����ƴ����˿ɹ۵���Ϣ�� ������ע��ģ��ƻ�������Ϊָ�������ݳ�����ƾ��鹫ʽ���м���ó��������ݣ�������ģ�߽ṹ����ȫ��������Ի��Ƴ����Ƶ�ͼ�����Ӷ��ﵽģ����Ƶ�Ҫ��Ȼ�������ƽ������ʵ������жԱȣ��̶��õ�һ��������ϵͳ������Դ��������ʽ����ƾ��ܴ�����Ϊ��ݵ���ƣ����ݵ���ƼӾ��д��µ���Ʋ�������Ч����ơ�
�ؼ��ʣ�ģ����������� �������Է����� ����ģ�ߡ�
Plastic mold design of sleeve pipe
Abstract
This text only with one collet inject mould as example,detailed introduction about last mould step and method of the structural designs, and through correctly this mould design combine the reality to draw a little more to mold design swift and relatively have method of characteristic, for we in the future mold design last considerable information. Article in order to inject mould design basic theories as guidance,according to design empirical formula conventional last data needed going on, and then analyze the mould structure in an all-round way, in order to draw out the complete picture shelf, thus meet the requirement of mold design. Then according to design result compare with reality,then receive one piece design idea: Systematized resource add procedure design can last swift design most; Most swift design add have innovate design most effective design. [������Դ��www.doc163.com]
Key words: Mold design and making craft analysis Plastics molding tool.
������ģ�����
���ݣ���1��������ܼ����Ͻṹ�����Է���
��2��������˵����ı���
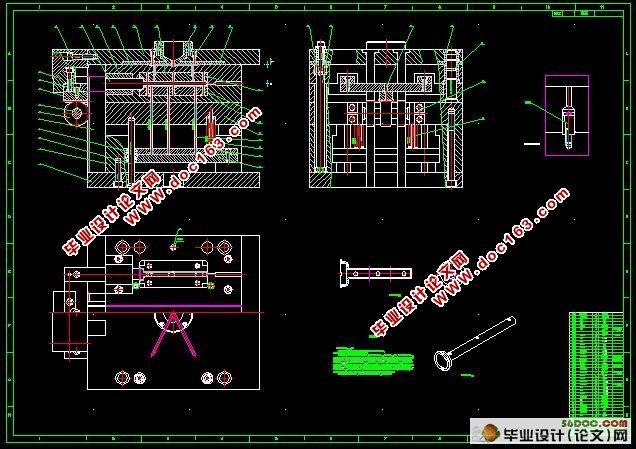
��3��������Ƽ�����ģ��װ��ͼ�����ͼ����
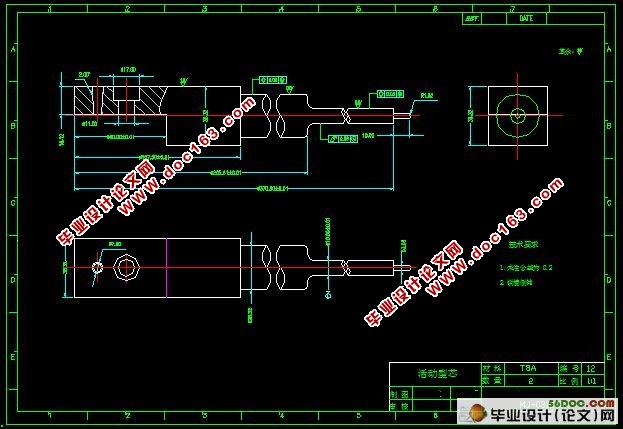
��4�������Ҫģ�����ͼ�Ĺ��ձ���
ԭʼ����:
��Ʒ���ƣ���
�� �ϣ�PA1010
���������������
����Ҫ�����гߴ繫�SJ1372-78��4������
��ͼ�嵥
ͼ1-1�� �������Ƽ�ʾ��ͼ………………………………………… 3
ͼ1-2�� ������ѡ��ʾ��ͼ……………………………………………5
ͼ1-3�� ��ǻ����ʾ��ͼ……………………………………………… 6
ͼ1-4�� ������ѡ��ʾ��ͼ…………………………………………… 9 [������Դ��https://www.doc163.com]
ͼ1-5�� ���ڳߴ�ʾ��ͼ…………………………………………… 10
ͼ1-6�� ��ģ���ʾ��ͼ………………………………………………13
�豸��ѡ���ͺ�
�����ܼ����������
�����ܼ�������ʱΪ��ѡ��ע�ܻ���ȷ��ģ����ǻ��
�����ܼ��������V=12195�L3
�����ܼ�����������������ֲ�ɲ��PA1010���ܶ�Ϊ1.2�K/dm-3
���ܼ�������Ϊ��W =Ve
=12195×1.2×10-3
=14.634g
����һģ������ģ�߽ṹ�����������γߴ磬ע��ʱ����ѹ�����������豸�����������ѡ��ע�ܻ�ΪXS-ZY-125�͡�
[��Դ��http://www.doc163.com]
2.2 �ܼ�ע�ܹ��ղ���ȷ��
����������Ͳο�����ʵ�������PA1010�ij����ղ�����������ѡ����ģʱ�ɸ���ʵ��������ʵ�������
ע���¶ȣ�������Ͳ�¶Ⱥ������¶�
��Ͳ�¶ȣ�����¶�T1ѡ��140��
�ж��¶�T2ѡ��260��
ǰ���¶�T3ѡ��270��
�����¶ȣ�ѡ��200��
ע��ѹ����ѡ��90MPA
ע��ʱ�䣺ѡ��20S
�� ѹ��ѡ��75MPA
��ѹʱ�䣺ѡ��10S
��ȴʱ�䣺ѡ��30S
[������Դ��www.doc163.com]
��һƪ���������ѹģ�����(�����ͼ,װ��ͼ)
��һƪ����ԵԲͲ�μ�������-�����ģ�����(�����տ�Ƭ)