
水管三接头注塑模具设计(三通管)

水管三接头注塑模具设计(三通管)(论文说明书21000字,cad图纸16张)
摘要:三通管作为一种连接件在日常生活中应用广泛,本文对塑料模具的设计方法及过程进行了阐述。包括了塑件结构的分析和材料的选择,拟定模具结构形式、注塑机型号的选择,浇注系统的形式和浇口的设计、成型零件的设计、模架的确定和标准件的选用。合模导向机构的确定、脱模推出机构的确定,侧向分型与抽芯机构的设计、排气系统的设计、模具温度调节系统的设计、典型零件制造工艺、模具材料的选用等。
关键词:三通管;注塑模;导向;分型;脱模;
THE DESIGN OF THREE PIPE JOINT INJECTION MOLD
Abstract:The Three Links Pipeline as a kind of attachment is widely used in daily life. In the paper, the design method and processes of the plastics mold have been described. It includs the structural analysis and material selection of the plastic, drawing up the mold structural style, selection of the injection molding machine, the form of feed system and the design of the runner, the design of shaped parts, mold-determination and selection of standards, the oriented institutions to identify for mold clamping, the determination of ejector organization for de-molding, the design of lateral core-pulling organization, the design of the mold pumping system, the design of the system for controlling the mold temperature, the manufacturing processes of typical
components, selection of the mold material and so on.
Keywords:three links pipeline; injection mould; director; joint face; stripping
塑件分析
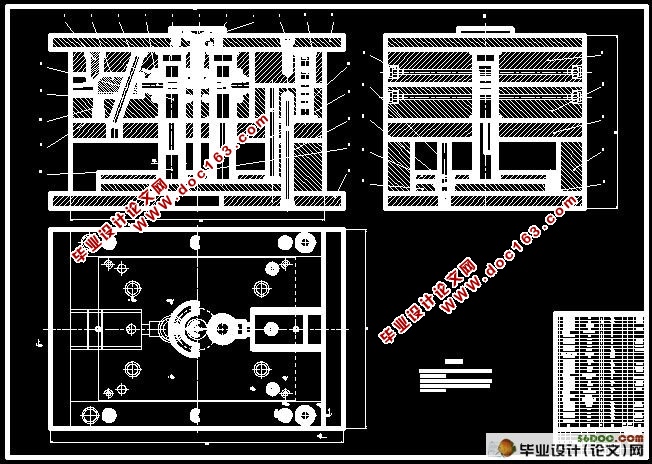
三通管工件是一种常见的塑料工件,从工件本身来看,属特小型件,其抽芯脱模机构较为复杂,侧向抽芯技术可以说是这次课题的难点零件直通管的成型采用侧向抽芯机构。由于抽拔距很长普通的斜导桂抽芯结构难以实现抽芯动作的顺利完成.故采用液压缸进行侧向抽芯。因此本次毕业设计主要是针对以上问题进行模具设计,以解决实际生产中存在的问题。
成型工艺分析如下
1)精度等级
影响塑件精度的因素很多,塑料的收缩、注塑成型条件(时间、压力、温度)等,塑件形状、模具结构(浇口、分型面的选择),飞边、斜度、模具的磨损等都直接影响制品的精度。按SJ1372—1978标准,塑料件尺寸精度分为8级,本塑件所用材料为丙烯烃-丁二烯-苯乙烯共聚物(ABS),由此查塑料模具设计手册可知,本塑件宜选用一般精度5级。
2)脱模斜度
由于塑件冷却后产生收缩,会紧紧地包住模具型芯、型腔中凸出的部分,使塑件脱出困难,强行取出会导致塑件表面擦伤、拉毛。为了方便脱模,塑件设计时必须考虑与脱模(及轴芯)方向平行的内、外表面,设计足够的脱模斜度。只有塑件高度不大、没有特殊狭窄细小部位时,才可以不设计斜度。最小脱模斜度与塑料性能、收缩率、塑件的几何形状等因素有关。
塑件脱模斜度为: 35'~ 1º30'
考虑到本塑件的结构以及模具的侧抽芯结构,可以使开模后塑件自动留在型腔中,所以不需要考虑脱模斜度。 [来源:http://Doc163.com]
下一篇:衔铁多工位级进模设计