
芯子隔套冲压拉伸模具设计(含CAD零件图装配图)
资料介绍:
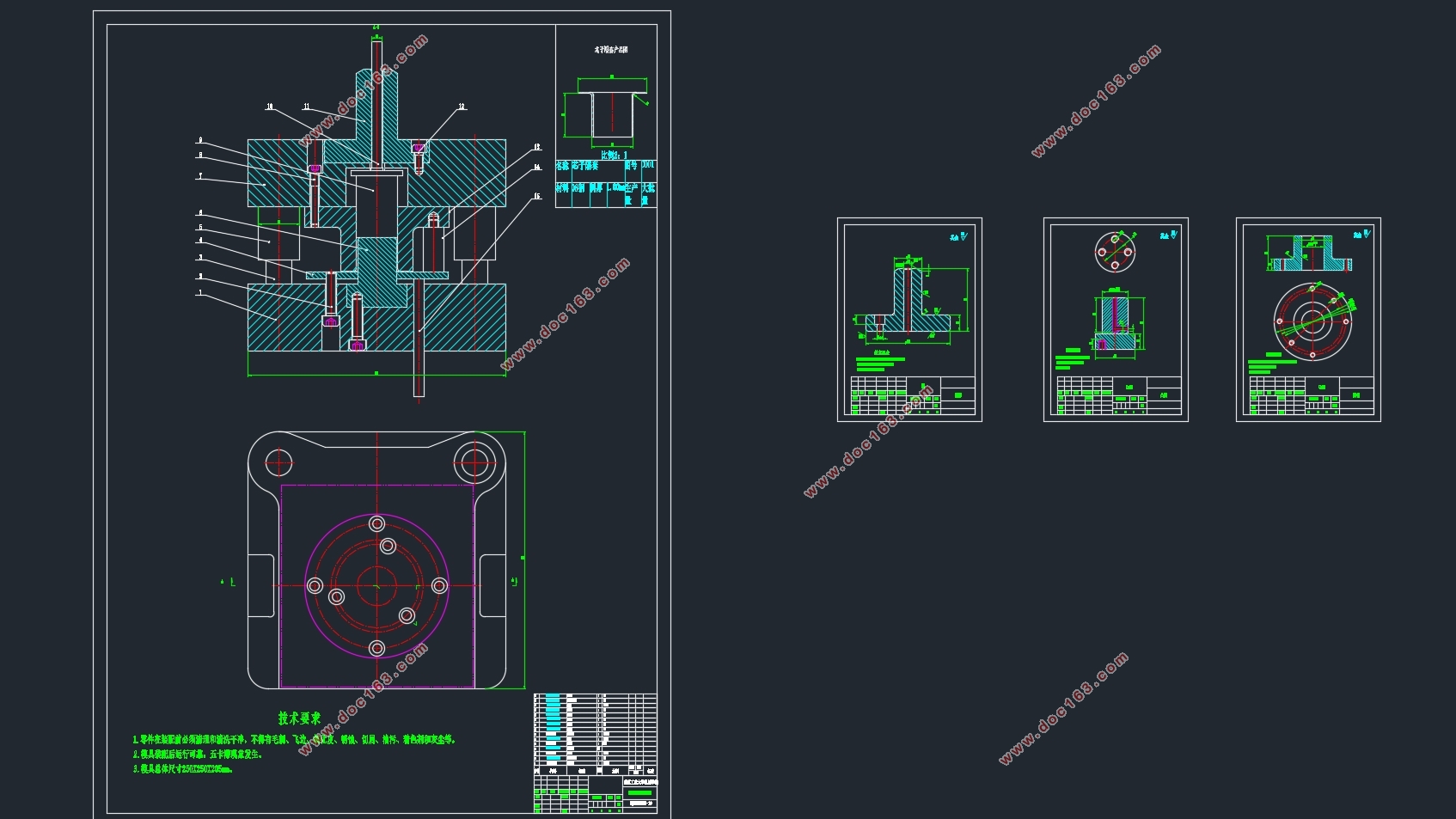
芯子隔套冲压拉伸模具设计(含CAD零件图装配图)(论文说明书9200字,CAD图4张)
产品零件名称:芯子隔套
产品材料:08钢
料厚:1mm
批量:大批量
1.3 产品结构及形状分析
由图1可知,产品为圆片落料、有凸缘筒形件拉深、圆片冲孔,产品结构简单对称。
1.4 产品尺寸精度、粗糙度、断面质量分析
1.4.1尺寸精度
查参考资料【4】上表5-11可知:
拉深件直径的极限偏差为: 、
高度的极限偏差为:
1.4.2冲裁件断面质量
板料厚度为1mm,查参考资料【4】表2-67,可知冲裁件生产时毛刺允许高度为≤0.12mm,由于本产品在断面质量和毛刺高度上没有严格的要求,所以只要模具精度达到一定要求,冲裁件的断面质量可以保证。
1.4.3 产品材料分析
冲压材料不仅要满足产品设计的技术要求,还要满足冲压工艺要求和冲压后的加工要求,因此,对于冲裁件材料一般要求其力学性能是强度低,塑性高,表面质量和厚度公差符合国家标准。本设计产品所用的材料是08钢,为优质碳素结构钢,其力学性能是强度、硬度和塑性指标适中,经热处理后,用冲裁的加工方法是完全可以成形的。
[资料来源:http://www.doc163.com]
1.4.4 生产批量
产品生产批量为大批量生产,适于采用冲压加工的方法,最好是单工序模,模具制造简单,维修方便
[资料来源:http://Doc163.com]

目 录
摘要 I
Abstract II
第一章 拉深零件的工艺分析 1
1.1 引言 1
1.2 生产零件的介绍 1
1.3 产品结构及形状分析 2
1.4 产品尺寸精度、粗糙度、断面质量分析 2
[来源:http://Doc163.com]
1.4.1尺寸精度 2
1.4.2冲裁件断面质量 2
1.4.3 产品材料分析 2
1.4.4 生产批量 2
第二章 零件冲压的工艺计算 3
2.1冲压工艺 3
2.2 翻孔工序的计算 7
2.3 零件毛坯尺寸计算2.3.1确定修边余量a 8
2.3.2 确定坯料直径 8
2.3.3 确定工艺方案 8
2.3.4排样、计算条料宽度及确定步距 8
2.4 冲裁力的计算 9
2.5 确定拉深工序件尺寸 10
2.5.1 判断能否一次拉深成形 10
2.5.2 确定首次拉深件尺寸 10
2.5.3 计算第二次拉深工序件的尺寸 11
2.6 计算拉深工序的力 11
2.7 工作部分尺寸计算 12
2.7.1 拉深间隙的计算 12
2.7.2 拉深凸、凹模尺寸的计算 12 [资料来源:http://www.doc163.com]
2.7.3 凸凹模圆角半径的计算 12
2.7.4 拉深模工作部分尺寸计算 12
第三章 设计选用模具零件、部件 13
3.1 拉深凹模的设计 13
3.2 拉深凸模的设计 13
3.3 压边、卸料及出件装置设计 15
3.3.1 压边圈 15
3.3.2 推出与顶出装置 15
第四章 模架的选择 17
4.1冲压模加工 17
4.2 模架的选用 18
4.3导柱与导套 19
4.4 模柄的选用 19
第五章 模具材料和热处理 22
5.1常用模具材料 22
5.2模具用钢主要性能要求: 22
5.3模具材料的性能要求及选用原则 22
5.4模具常用热处理工艺 23
5.5冷作模具钢及其热处理 23
5.6 产品的模具处理 24
第六章 模具的总装配图 25 [资料来源:http://www.doc163.com]
第七章 填写冲压工艺卡 27
设计总结 29
参考文献 30
致谢 31
[来源:http://www.doc163.com]
上一篇:连接件塑料注塑模具设计及热分析(含CAD零件图装配图)