
端盖冲压模具设计(含CAD零件图装配图)
端盖冲压模具设计(含CAD零件图装配图)(任务书,开题报告,论文说明书11000字,CAD图30张)
摘 要
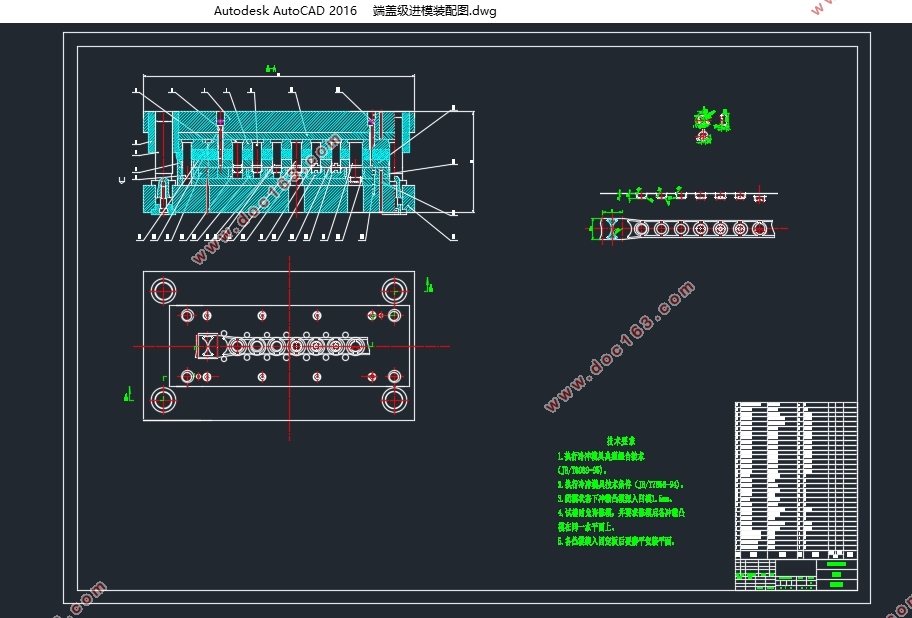
对端盖零件进行了冲压工艺性分析,通过对比和结合实际情况选用多工位级进模冲压生产的方案,并按照设计要求进行工艺计算。介绍了级进模排样设计、刃口尺寸计算、模具结构设计及模具装配工艺。模具采用自动送料机构作粗定位、导正销精定位,保证了送料精度。模具设计采用UG软件完成实体建模后导出dwg文件,并通过Auto CAD软件处理,完成平面图设计。目前,模具运行情况良好,产品质量稳定,达到了预期效果。
关键词:冲裁工艺;级进模;计算机辅助设计
Abstract
The stamping process of the end cap parts was analyzed, through comparison and combined with the actual situation of multi-station progressive die stamping production program, and in accordance with the design requirements for process calculation. This paper introduces the design of progressive die layout, the calculation of cutting edge size, mold structure design and mold assembly process. Mold with automatic feeding mechanism for rough positioning, guide the pin is fine positioning to ensure the feeding accuracy. Mold design using UG software to complete the physical modeling dwg file derived and processed by Auto CAD software, complete the plan design. At present, the mold is running well, product quality is stable, to achieve the desired results.
[来源:http://Doc163.com]
Key words : Blanking craft;Progressive die;CAD
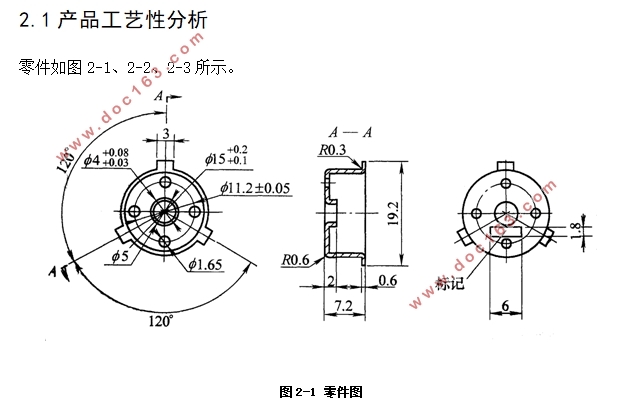
工艺分析:
生产批量:大批量;自动送料;材料:SECC-SV,塑性稍差于08F钢材,但与10钢基本类同;厚度:0.6mm。如图所示,此零件需要经过拉深,冲孔,落料等工序完成。其塑性条件适合在不采用中间退火等热处理工序时实现连续拉深的冲压生产。
2.2研究方案确定
2.2.1方案设计:
方案一:使用单工序冲裁模加工,拉深、冲孔、翻边、压印等逐一进行。
单工序模具有操作简单,加工零件尺寸稳定,成本低廉等特点。压力机在一次行程中完成一道工序的冲裁。此零件需要经过多次拉深,并且还有冲孔,翻边,冲裁等工艺,生产工序多,使用的模具相对多,会使总成本增加。单工序模适于简单零件的中小批量生产,故排除方案一。
方案二:使用复合冲裁模进行加工,先冲孔落料,后拉深冲裁成型。
复合模可以在压力机的一次行程中,在同一位置同时完成几道工序。在同一位置上合理布置凹凸模,能使其同时完成冲孔及落料的工序。根据复合模加工成型的零件来看,一般都是平面零件,这就导致在冲孔落料此零件之后,需要再找另一副模具,来使零件拉深成型,并且此时定位要求高,零件加工困难,很容易产生废品,使加工成本增加。所以排除方案二。 [资料来源:www.doc163.com]
方案三:使用级进模进行加工,不同工序依次加工。
级进模是压力机在一次行程中,依次在几个不同的位置上同时完成多道工序的冲模。级进模适合于加工结构较复杂,需要大批量生产的零件。使用级进模进行加工,需要控制冲裁件的孔与外形的相对位置精度,这就要求严格控制送料步距。
此零件加工需要完成多次拉深,整形、冲孔、翻边、压印、落料等需要多道工序,而级进模可以依次在几个不同的位置上逐步加工工件,使用一副多工位级进模可以在压力机一次行程中加工完成需要的零件,所以选用方案三。
2.2.2方案分析:
根据以上方案设计结论,最后选用级进模进行零件的加工。为了避免因先冲孔后拉深,导致孔尺寸被破坏的情况发生。故决定加工顺序依次为拉深,冲孔,中心孔翻边,标记压印,最后成型落料。这在最大程度上保证了孔的大小,位置,精度要求。且不影响条料输送,满足了自动送料的要求。
具体设计步骤:
1)计算所需的毛坯直径,确定送料步距和条料宽度
2)计算总拉伸系数,确定拉深次数,具体工位计算
3)选择适合的排样方式,绘制排样图
4)计算拉深力、冲裁力、压边力等,计算压力中心
5)进行模具结构设计
[资料来源:Doc163.com]
目 录
第1章 绪论 2
1.1冲压工艺概述 2
1.1.1冷冲压工艺基本概念 2
1.1.2冲压工序分类 2
1.1.3模具分类及结构 2
1.2我国模具行业发展的历史、现状与趋势 3
1.2.1我国模具行业发展历史 3
1.2.2我国模具行业发展现状 4
1.2.3我国模具行业发展的趋势 4
第2章 总体计算 5
2.1产品工艺性分析 5
2.2研究方案确定 7
2.2.1方案设计: 7
2.2.2方案分析: 8
2.2.3工艺计算 8
2.3 排样图的设计与计算 10
2.3.1 排样的设计原则 10
2.3.2 排样图的计算 10
2.3.3 排样图 13
2.4 材料利用率、冲裁力及压力机的选择 14
2.5模具刃口尺寸计算 19 [资料来源:Doc163.com]
2.5.1 拉深 19
2.5.2 整形 21
2.5.3 冲孔 22
2.5.4 翻边 23
2.5.5 压印 24
2.5.6 落料 25
第3章 结构设计 26
3.1设计原则 26
3.2凸凹模原则 27
3.3模架及其他零件设计、选用 29
3.3.1模柄的选择 29
3.3.2紧固件的选择 30
3.3.3定位销 30
3.3.4模具的闭合高度 30
第4章 模具装配工艺 32
4.1冲裁模装配的技术要求 32
4.2 模具总装 32
4.3 凸、凹模间隙的调整 33
第5章 结论 35
参 考 文 献 36
致 谢 37
[资料来源:http://Doc163.com]
上一篇:翻遍式手机屏蔽件的模具设计(含CAD图,SolidWorks三维图)
下一篇:减速机端盖件冲压工艺分析与模具设计(含CAD零件装配图,PROE三维图)