
����Procast�İ�դѹ��������ģ�����(��CADͼ)

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
����Procast�İ�դѹ��������ģ�����(��CADͼ)(������,���ⱨ��,���ķ���,����˵����16000��,CADͼ2��)
ժҪ
�������Խ���ѹ����������Ϊ���ݣ�����Procastģ����͡����̹���Ϊ�������Ժ�����Ϊ4.2%��Ǧ��Ͻ��դѹ����Ϊ�о������ⶨ�����ֲ�ͬ�Ľ�עϵͳ���ֱ�����ֲ�ͬ��עϵͳ�İ�դѹ������������ֵģ�⣬ͨ���Ա����ַ�����ģ������еij����̡�����˳���¶ȳ������̵Ĺ����ʡ�Һ���ʣ��ر���������̹����е��Ƚ�����ȷ�����˰�դ���׳������Ƶĵط����ڽ�������ģ��ԱȺ���դ���ι������漰���IJ������ý������Ż����õ���һ����ѵĽ�עϵͳ������
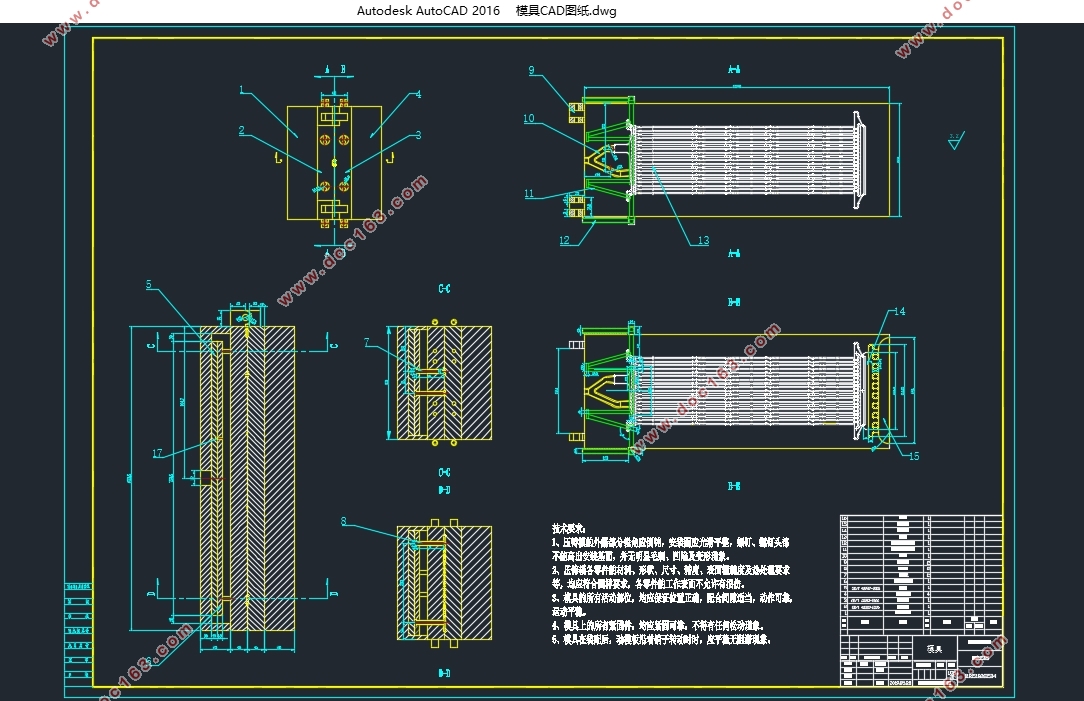
����ģ������������SolidWorks�У�������դ����άģ�ͣ��ڴ˻����϶Զ�����ģ�塢�����桢�����ۺ������ۡ��Ƴ���������ȴˮ����������ƣ����Ӧ�÷��������ͣ�ʵ�ְ�դ�ij��Σ������AutoCAD�л�������ģ�͵Ķ�άͼ��
��������������Procastģ��Ǧ��Ͻ��դѹ�����ij��͡����̹��̣�ͨ���Խ�עϵͳ���Ż��Ľ��Ͳ������趨����դ������������е�����ȱ������һ���ĸ��ƣ���С�˷�Ʒ�ʣ����Ҽ���ģ����ƣ�ʹ�����������ڱ�̣�����Ч��������
�ؼ��ʣ�ѹ�����Σ�Procast����עϵͳ�����ղ��������������ͣ�����ȱ�ݡ�
1.5���о�����Ҫ����
��դ��Ҫ�Ǹ���������֧�Ż������ʣ�������ጝ��դ���������ϴ�Ŀǰʹ�ù㷺����Ǧ��Ͻ��դ��Ǧ�ƺϽ��դ���������о�����Ǧ��Ͻ��դ���ڰ�դ������������У�����ֽ϶����⣬������������е�����ȱ�ݽ��з�����ּ���ҳ������������ľ��巽����ʩ��
Abstract
Based on the theory of metal die casting, the software Procast simulates the filling and solidification process, and takes the lead antimony alloy grid die casting containing 4.2% antimony as the research object, two different pouring systems are worked out. The numerical simulation of grid die castings with two different gating systems was carried out respectively. the filling process, solidification sequence, temperature field, solidification solid phase ratio and liquid phase ratio of the two schemes in the simulation process were compared. Especially in the hot section of the final solidification process, the crack prone place of the grid is determined. After many simulation comparisons, the parameters involved in the grid forming process are optimized, and an optimal gating system scheme is obtained.
According to the simulation results, the three-dimensional model of the grid is established in the software SolidWorks. On this basis, the motion, fixed formwork, parting surface, overflow slot and exhaust tank, push-out mechanism and cooling channel are designed. Finally, the anti-gravity filling type is applied. The forming of the grid is realized, and the two-dimensional diagram of the model is drawn in AutoCAD.
In this paper, the software Procast is used to simulate the mold filling and solidification process of lead-antimony alloy grid die castings. Through the optimization and improvement of pouring system and the setting of parameters, the crack defects in the process of grid production and manufacture are improved to a certain extent, and the waste product rate is reduced. It also simplifies the die design, shortens the casting forming cycle and improves the production efficiency.
Key words: Die casting forming��Procast��Gating system��Process parameters��Anti-gravity filling��Crack defects. [������Դ��http://Doc163.com]
[������Դ��www.doc163.com]

Ŀ¼
ժҪ 1
Abstract 2
[������Դ��http://doc163.com]
��1������ 1
1.1 ѹ��Ǧ��Ͻ��դ���������� 1
1.2 ѹ�����ո��� 1
1.3 ���������ֵģ����� 1
1.3.1 ���������ֵģ��ķ�չ���� 2
1.3.2���������ֵģ������ݺ����� 2
1.4 ���о�ģ����������Procast���� 2
1.5 ���о�����Ҫ���� 3
��2���������ͷ�����ȷ�� 4
2.1 ��դ�ṹ���ɷַ��� 4
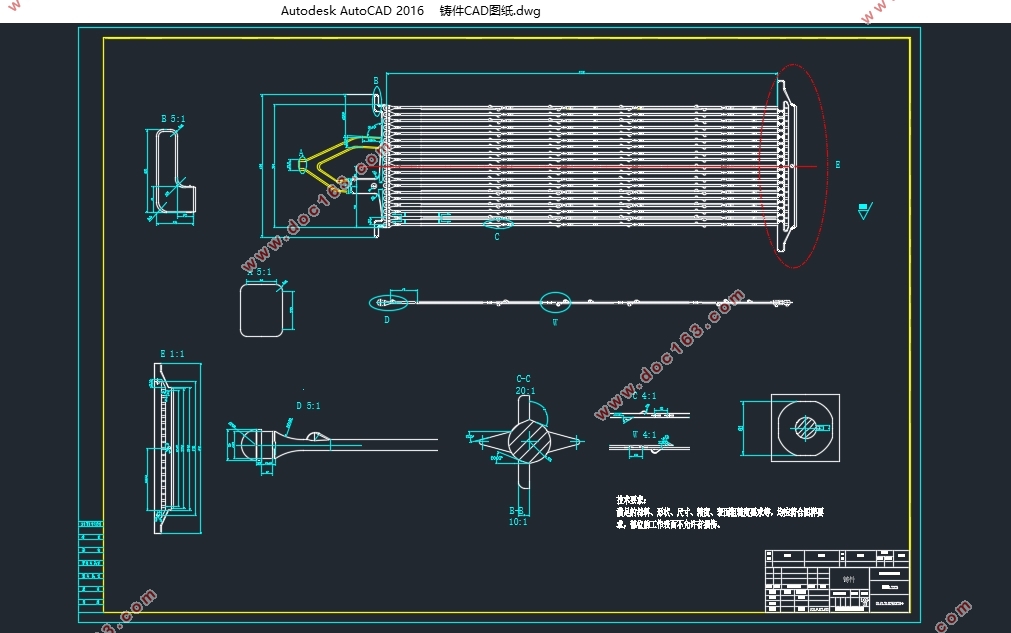
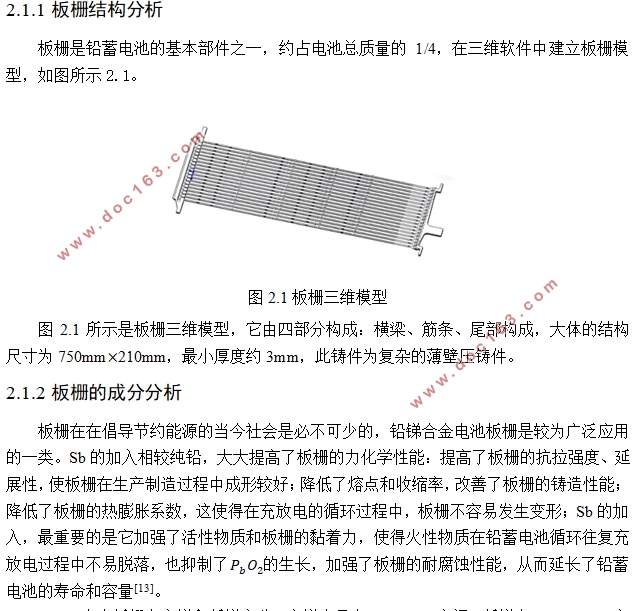
2.1.1 ��դ�ṹ���� 4
2.1.2 ��դ�ijɷַ��� 4
2.2 ��դ���ղ��� 5
2.2.1 �¶Ȳ��� 6
2.2.2 �ٶȲ��� 6
2.2.3ѹ������ 7
2.2.3ʱ����� 8
2.3�������ȷ�� 8
2.4��դ����ϵͳ��� 8
2.4.1 ��עϵͳ 8
2.4.2 ��עϵͳ������ 9
2.4.3��դ��עϵͳ������� 9 [������Դ��Doc163.com]
2.5Ԥ��ϵͳ�����ú���ȴˮ�������� 9
2.5.1 Ԥ��ϵͳ������ 9
2.5.2 ��ȴˮ�������� 10
2.6�����ۡ����������� 11
2.7ѹ����ѡ�� 11
2.7.1 ѹ�������� 11
2.7.2 ��դѹ����ѡ�� 12
��3�»���Procast�İ�դģ����� 13
3.1 ��դ�������� 13
3.2 ��ֵģ��������� 17
3.2.1 ������������ 18
3.2.2���������Բ������� 18
3.2.3���滻��ϵ������ 18
3.2.4�߽��������� 19
3.2.5��ʼ�������� 19
3.2.6 ����ģ������ 20
3.3ģ�������� 23
��4�°�դ����ȱ�ݼ���ֹ��ʩ 23
4.1Ǧ��Ͻ��դ������ 24
4.2Ǧ��Ͻ��դ������ 24
4.3ģ�������Ʒ��� 25 [������Դ��www.doc163.com]
��5�°�դģ����� 25
5.1 ��עϵͳ��� 25
5.2��դѹ��ģ�߶�ģ����ģ��� 25
5.3����ϵͳ���� 26
5.4��ȴϵͳ��� 26
5.5����������� 27
5.6��դѹ���������� 28
5.7 ��դ���������� 29
5.7.1���������� 30
5.7.2��դ���������� 30
5.8 ģ�߿���ģ������ʾ 30
5.9 ������ 30
��6�¾������뻷������ 31
6.1 ģ�۸���㷽�� 31
6.2 ģ�߱��ۼ��� 31
��7�½�����չ�� 32
7.1 ��������� 32
7.2 ��դ��չչ�� 32
��л 33
�ο����� 34 [��Ȩ���У�http://DOC163.com]
��һƪ������(�������ĵ�����)���ι��ռ�ģ�����(��CAD���ͼװ��ͼ)
��һƪ�������������Ǽ���ѹ���ι��շ�����ģ�����(��SolidWorks��άͼ)