
拨叉(汽车三四档拨叉)成形工艺及模具设计(含CAD零件图装配图)
拨叉(汽车三四档拨叉)成形工艺及模具设计(含CAD零件图装配图)(任务书,开题报告,外文翻译,论文说明书13000字,CAD图12张)
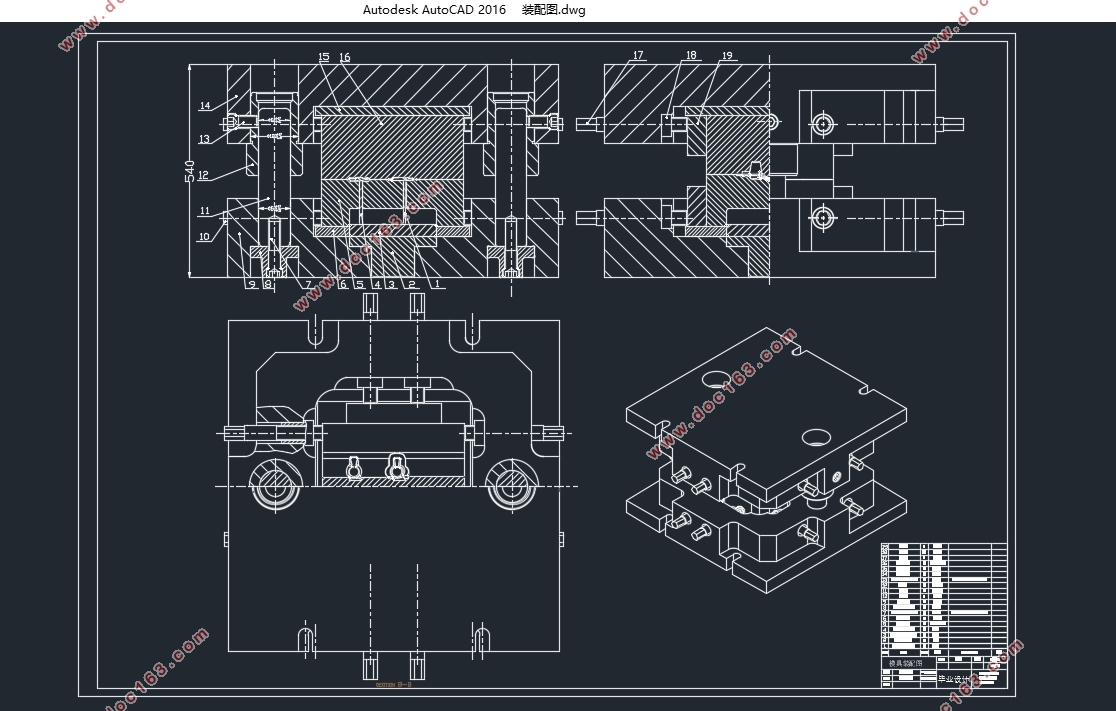
本文对汽车三四档拨叉的精锻件进行工艺分析、成形模拟和模具设计。希望通过合理的工艺过程设计,设计出合理的坯料形状,从而使坯料在成形模拟过程中能更加均匀的充满型腔,并力求终锻件飞边均匀、成形质量良好。模具结构和质量对锻件的制造好坏有着直接的影响,本文详细介绍了模具零件,包括上下模座、垫板、模块、顶料装置、模块固定方式等的设计过程,并绘制了模具总装图和部分重要零件的零件图。
2.2零件工艺性分析
2.2.1零件特点以及特殊要求
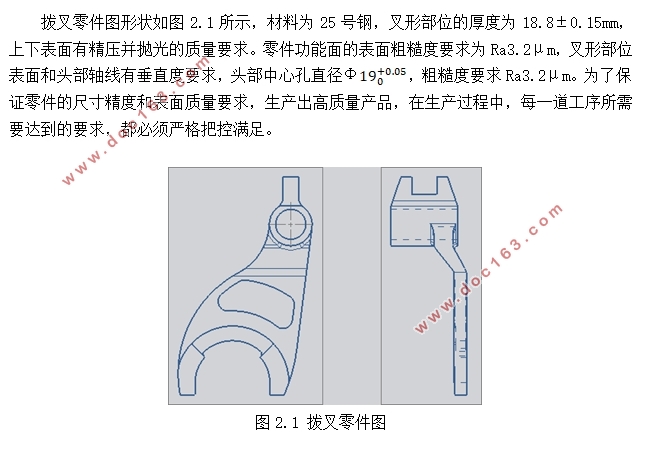
拨叉零件图形状如图2.1所示,材料为25号钢,叉形部位的厚度为18.8±0.15mm,上下表面有精压并抛光的质量要求。零件功能面的表面粗糙度要求为Ra3.2μm,叉形部位表面和头部轴线有垂直度要求,头部中心孔直径〖Φ19〗_0^(+0.05),粗糙度要求Ra3.2μm。为了保证零件的尺寸精度和表面质量要求,生产出高质量产品,在生产过程中,每一道工序所需要达到的要求,都必须严格把控满足。
2.2.2零件工艺分析及确定
(1)锻造温度
热锻是在再结晶温度之上进行锻造,金属塑性好,充填能力强,但是高温氧化作用强;冷锻即在常温下锻造,金属尺寸精度和表面质量好,但金属塑性差,难以充满型腔;温锻温度介于前两者之间,克服了前两者的缺点,但是需要专门的高精锻造设备。基于经济性和拨叉锻件复杂的结构特点,拨叉锻件选择热精锻。 [资料来源:http://www.doc163.com]
确定钢的始锻温度,一般对于碳钢来讲,可以根据铁-碳平衡相图来选择,始锻温度应低于铁-碳平衡相图的始熔线150℃~250℃,因此,确定始锻温度为1150℃~1200℃。确定终锻温度时,为保证锻后得到细晶组织,钢的终锻温度应高于再结晶温度。因此,根据铁-碳平衡相图,确定该铸钢的终锻温度为900℃~950℃[19]。
(2)锻造工艺
由于拨叉结构的特殊性,如何增大坯料在拨叉下部的横截面积成为关键问题,其锻造成功与否与制坯工艺息息相关。欲拟定的三种工艺方案如下:
方案一:下料 加热 拔长 滚挤 压弯 压力机上预锻、终锻 切边
方案二:下料 加热 辊锻机上制坯 压力机上预锻、终锻 切边
方案三:下料 加热 局部镦粗 压扁加劈料 压力机上预锻和终锻 切边
拨叉件结构复杂,通常均需要经过制坯、预锻和终锻工艺,制坯方案的不同,将直接影响到最终锻件的质量。方案一制坯工艺选择为拔长、滚挤和压弯,制坯后坯料的形状较为接近终锻件的形状,在后期预锻终锻工艺中,金属能够较好的充满型腔,锻件的成形性能好,废品率低,模具的磨损少,寿命长,但制坯工艺分为三步,增加了锻造工序,降低了生产效率。方案二则是在辊锻机上制坯,制坯工序少,锻件生产效率高,但是制坯后坯料形状与终锻件形状差异较大,直接预锻终锻对模具型腔冲击磨损较大,且容易充不满而出现废品;方案三需要先局部镦粗,再经过压扁坯料之后完成制坯工艺,坯料金属体积得到相对合理分配,经预锻终锻后能够成形出质量符合要求的锻件,模具磨损小,寿命长,但是最后终锻件容易形成较大飞边而浪费金属材料从而降低材料的利用率,提高了生产成本。比较分析三种方案各自的优缺点之后,确定方案一为拨叉的成形工艺。
[资料来源:https://www.doc163.com]
目 录
第1章 绪论 1
1.1选题的背景和意义 1
1.1.1选题背景 1
1.1.2选题目的及意义 1
1.2精密锻造技术国内外研究现状与发展 2
1.2.1国内精密锻造技术研究现状与发展 2
[资料来源:http://Doc163.com]
1.2.2国外精密锻造技术研究现状与发展 3
第2章 精密锻造成形工艺设计 4
2.1引言 4
2.2零件工艺性分析 4
2.2.1零件特点以及特殊要求 4
2.2.2零件工艺分析及确定 4
2.3锻件图的制定 5
2.3.1分模面位置选择 5
2.3.2机械加工余量 6
2.3.3模锻斜度 7
2.3.4确定制造方法和设备吨位 8
2.3.5确定模锻工步 9
2.3.6锻件坯料尺寸确定 11
2.4本章小结 12
第3章 精密锻造模膛设计 13
3.1 终锻模膛设计 13
3.2预锻模膛设计 13
3.3拔长模膛设计 14
3.4滚压模膛设计 15
3.5本章小结 18
第4章 模块和模架设计 19
4.1模块设计 19
4.1.1模膛壁厚设计 19
[资料来源:www.doc163.com]
4.1.2模膛布排设计 19
4.1.3模块紧固方式 20
4.2模架设计 21
4.2.1上下模座 21
4.2.2导柱导套及其固定配合方式 21
4.2.3上下垫板设计 22
4.2.4顶料装置的设计 22
4.3 本章小结 23
第5章 Deform-3d模拟分析 24
5.1坯料压扁模拟 24
5.2预锻模拟 24
5.2.1初步模拟 24
5.2.2坯料优化 26
5.3终锻模拟 26
5.4本章小结 28
第6章 结论与展望 29
6.1 结论 29
6.2展望 29
参考文献 30
致 谢 31 [版权所有:http://DOC163.com]
下一篇:基于Procast的板栅压铸工艺与模具设计(含CAD图)