
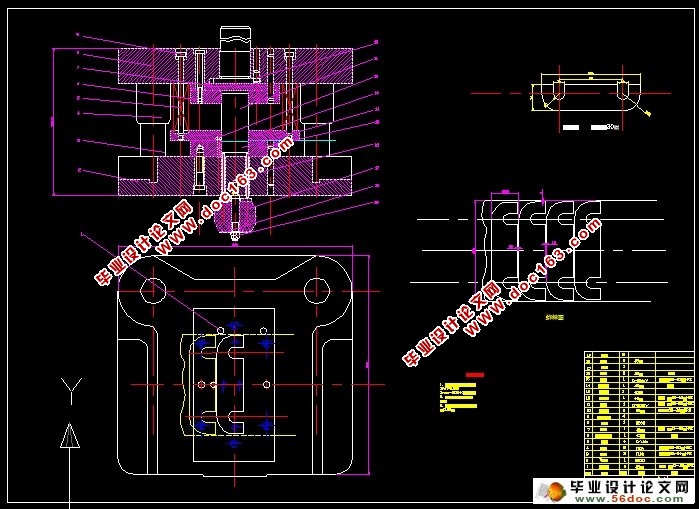
空调垫片冲裁正装下顶出落料模设计(含CAD零件装配图)
空调垫片冲裁正装下顶出落料模设计(含CAD零件装配图)(任务书,开题报告,论文说明书8000字,CAD图纸9张)
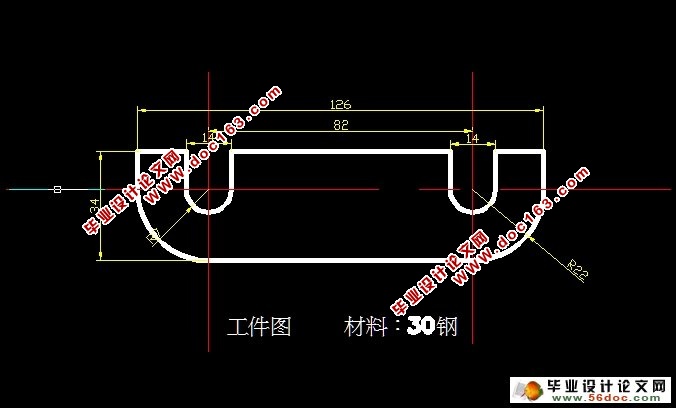
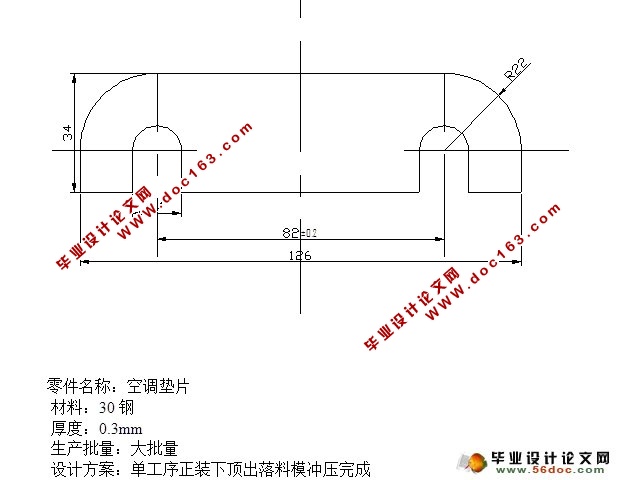
分析该零件的尺寸精度,其两孔中心距的尺寸及公差82±0.2mm,按[1]表2.7.5查得,用一般精度的模具可达到的两孔中心距公差为±0.15mm,即可满足零件的精度要求,从零件的形状.尺寸标注及生产批量等情况看,也均符合冲裁的工艺要求,并且只需一次落料即可,图中的孔距远大于最小孔距a≥2t的要求.工件其它尺寸的公差未标注,全部视为自由公差,为IT12的尺寸精度一般的普通冲裁能够满足工件的要求。
冲压工艺方案的确定
该工件包括落料,切边两个基本工序,可有以下三种工艺方案:
方案一:落料。采用单工序模生产。
方案二:落料-冲孔复合冲压。采用复合模生产。
方案三:冲孔-落料级进冲压。采用级进模生产。
方案一:模具结构简单,只需一副模具,生产效率高,操作方便,工件精度也能满足要求;方案二:模具制造的精度高,成本高,难以满足大批量生产要求。。方案三也只需要一副模具,但要两道工序,模具制造的成本也高,加工复杂。通过对以上三种方案的分析比较,该件的冲压生产采用方案一为佳。
但由任务书可知,对于这个工件要求采用单工序正装下顶出落料冲裁模进行冲裁。 [资料来源:www.doc163.com]
插图清单
1 工件图…………………………………………………..1
2 排样图…………………………………………………..2
3 零件轮廓分析图………………………………………..4
4 凹模零件简图…………………………………………..6
表格清单
1 毛胚尺寸计算表………………………………………3
2 工作零件凹模刃口尺寸计算表……………………..5
3 弹簧数据表…………………………………………..7 [资料来源:http://doc163.com]
4 冲裁模试冲的缺陷和调整表……………………….13 [来源:http://Doc163.com]

上一篇:固定架落料弯曲复合模设计(含CAD零件装配图,工艺卡)