
固定架落料弯曲复合模设计(含CAD零件装配图,工艺卡)

固定架落料弯曲复合模设计(含CAD零件装配图,工艺卡)(任务书,开题报告,论文说明书9300字,CAD图纸7张,工艺卡)
设计着重介绍了制件的成型工艺,及模具结构设计。通过对制件的工艺分析,确定了工艺方案。并设计了一套正装复合模具。在设计同时利用参考资料,确定了各工作零件的尺寸。并较多的考虑了模具结构的调整性、易更换性及模具成本。同时在模具设计内容中融汇了冲压模具的不同加工方法、加工工艺及装配工艺,对初学冲压模具模设计者有一定的参考价值。本设计从模具设计到零部件的加工工艺以及装配工艺等进行详细的阐述,并应用CAD进行各重要零件的设计。
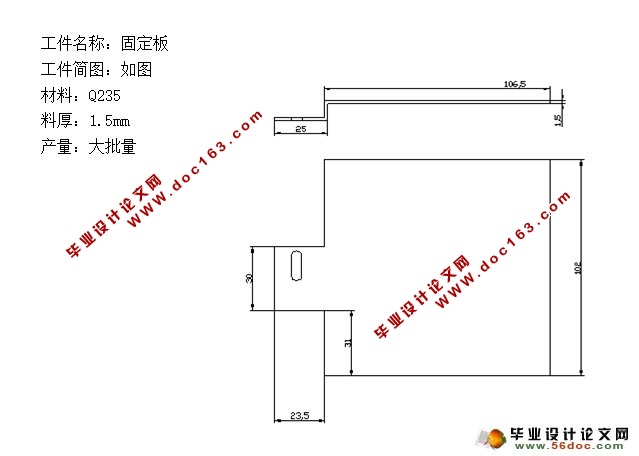
此工件有落料.冲孔.弯曲三道工序,材料为Q235,具有良好的冲压性能,可以进行冲压。 因为此工件需进行弯曲,而弯曲模没有固定的结构形式,有可能设计简单.也有可能设计复杂。这需工件的材料性能.形状.精度要求和产量进行综合分析。此工件材料为Q235适合弯曲。又因此工件弯曲部分呈矩形,精度要求一般,模具结构设计相对简单。断面是矩形,确定工序只需一次弯曲。本工序只完成弯曲工艺。由于零件图未注公差尺寸,属于未注公差尺寸。在此精度取IT12-13级[2], 可满足冲裁件的精度要求。
(1)零件工艺性分析;
[来源:http://Doc163.com]
(2)模具主要设计计算;
(3)模具总体设计;
(4)模具主要零部件设计;
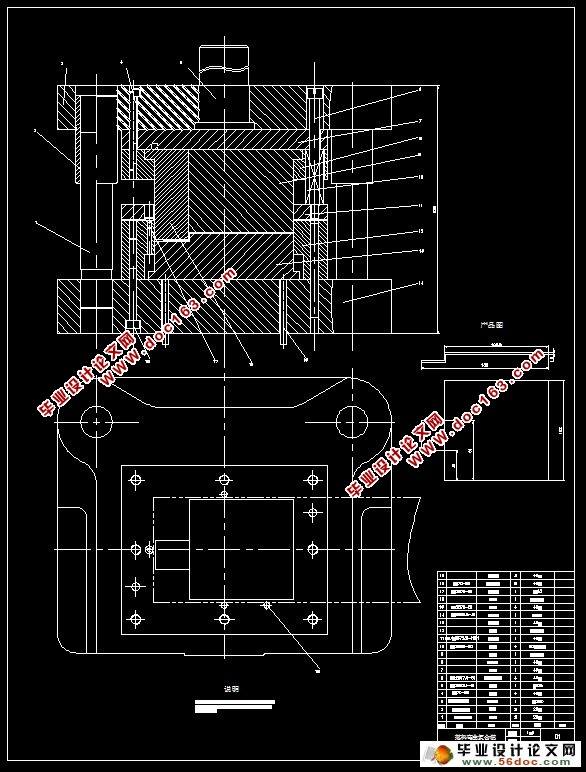
(5)模具装配图的确定及工作原理;
(6)工件成型出现的工艺质量问题及解决措施
[资料来源:http://www.doc163.com]


[资料来源:https://www.doc163.com]
目录
绪 论 2
第1章 落料弯曲复合模设计 4
1.1 原始资料 4
1.2 设计内容............. 4
第2章 工件工艺性分析 5
2.1 工艺性 5
2.2 工件结构工艺性分析 5
第3章 确定工艺方案 6
3.1 确定工艺方案的主要原则 6
3.2确定工艺方案 6
第4章 主要设计计算 8
4.1 排样方式确定 7
4.2 计算最小答边值及冲见毛坯面积 7
4.3 冲压力计算 9
4.3 压力中心计算 9
4.4.弯曲力计算 11
4.5.计算回弹量 11
4.6 工作零件刃口尺寸计算 12
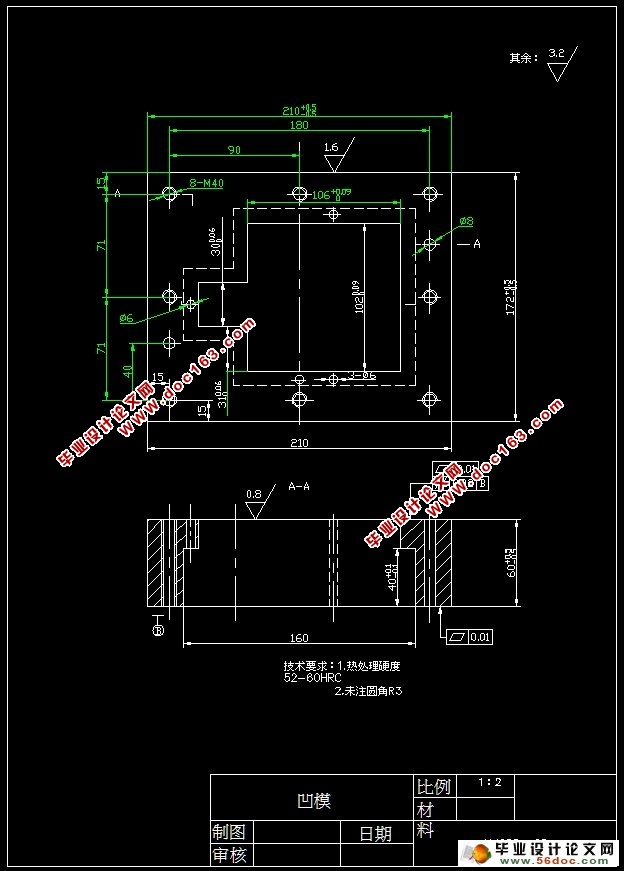
4.6.1凹模刃口尺寸计算 12
4.6.2凸模刃口计算 12
第5章 凸、凹模结构设计 14
5.1 凸模长度计算 14
[资料来源:www.doc163.com]
5.2凸模圆角半径 14
5.3 凹模高度计算 14
5.4 凹模最小壁厚确定 15
第6章.模具总体设计 16
6.1 基本结构形式: 16
6.2 基本尺寸 16
6.3模架 16
6.4模柄 16
6.5模具闭合高度 17
6.3 定位装置 17
6.4 导料装置 17
第7章.压力机型号确定及校核 18
第8章 装配 20
8.1主要组件的装配与调试 20
8.2.总装配 20
8.2.1 无导柱模具装配 20
8.2.2 导柱模装配 20
8.2.3 装配步骤 20
8.3.冲裁模试冲的缺陷与调整 21
小 结 24
致 谢 25
参考文献 26
插图清单
图1 工件图(1) ……………………………………………………3
图2 排样图(2) ……………………………………………………7
图3 确定展开长度(1) ……………………………………………8
图4 确定压力中心(2)…………………………………………… 10
图5 模柄 …………………………………………………………… 17
图6 装配图 ………………………………………………………… 20
表格清单
表 1 压力中心计算……………………………………………10 [来源:http://Doc163.com]
表 2 压力机参数确定…………………………………………18
表 3 冲裁时缺陷与调整………………………………………21
表4 弯曲试冲时的缺陷和调整………………………………22
[资料来源:www.doc163.com]
上一篇:手柄落料冲孔级进模设计(含CAD零件装配图,工艺卡)
下一篇:空调垫片冲裁正装下顶出落料模设计(含CAD零件装配图)