
拨叉加工加工工艺及夹具设计
摘 要
此次设计是对拨叉零件的加工工艺和夹具设计,其零件为锻件,具有体积小,零件复杂的特点,由于面比孔易加工,在制定工艺规程时,就先加工面,再以面为基准来加工其它,其中各工序夹具都采用专用夹具,特别的对于加工大头孔、槽和钻小头孔斜面小孔的工序中,选一面两销的定位方式,并以操作简单的手动夹紧方式夹紧,其机构设计简单,方便且能满足要求。
关键词 拨叉,加工工艺,专用夹具,设计
ABSTRACT [来源:http://www.doc163.com]
This design is to dials forks the components the processing craft and the jig design, its components are the forging, has the volume to be small, components complex characteristic,Because the surface is easier than the hole to process, when formulation technological process, first the machined surface, then processes other take the surface as the datum,In which various working procedures jig all uses the unit clamp, special regarding processes the big end of hole, the trough and drills the capitellum hole incline eyelet in the working procedure, Chooses locate mode which two sells at the same time, and operates the simple manual clamp way clamp, its organization design is simple, the convenience also can satisfy the request.
Key words: Dials the fork, the processing craft, unit clamp, design [资料来源:http://doc163.com]
机械设计制造及其夹具设计是我们融会贯通四年所学的知识,将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。
机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。在编制工艺时须保证其合理性、科学性、完善性。
而机床夹具是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。它们的研究对机械工业有着很重要的意义,因此在大批量生产中,常采用专用夹具。
本次对于拨叉加工工艺及夹具设计的主要任务是:
⑴ 完成拨叉零件加工工艺规程的制定;
⑵ 完成镗孔、铣槽、钻孔三个专用夹具的设计。
通过对拨叉零件的初步分析,了解其零件的主要特点,加工难易程度,主要加工面和加工粗、精基准,从而制定出拨叉加工工艺规程;对于专用夹具的设计,首先分析零件的加工工艺,选取定位基准,然后再根据切销力的大小、批量生产情况来选取夹紧方式,从而设计专用夹具。 [资料来源:Doc163.com]
2 拨叉的分析
2.1拨叉的工艺分析
拨叉是一个很重要的零件,因为其零件尺寸比较小,结构形状较复杂,但其加工孔和底面的精度要求较高,此外还有小头孔端要求加工,对精度要求也很高。拨叉的底面、大头孔上平面和小头孔粗糙度要求都是 ,所以都要求精加工。其小头孔与底平面有垂直度的公差要求,拨叉底面与大头孔上平面有平行度公差要求,所要加工的槽,在其槽边有平行度公差和对称度公差要求等。因为其尺寸精度、几何形状精度和相互位置精度,以及各表面的表面质量均影响机器或部件的装配质量,进而影响其性能与工作寿命,因此它们的加工是非常关键和重要的。
[来源:http://Doc163.com]
2.2拨叉的工艺要求
一个好的结构不但要应该达到设计要求,而且要有好的机械加工工艺性,也就是要有加工的可能性,要便于加工,要能够保证加工质量,同时使加工的劳动量最小。而设计和工艺是密切相关的,又是相辅相成的。设计者要考虑加工工艺问题。工艺师要考虑如何从工艺上保证设计的要求。
拨叉零件图
[资料来源:http://Doc163.com]
该加工有七个加工表面:平面加工包括拨叉底面、大头孔上平面;孔系加工包括大、小头孔、 小孔;小头孔端 的槽加工以及大头孔的铣断加工。
⑴ 以平面为主有:① 拨叉底面的粗、精铣加工,其粗糙度要求是 ;
② 大头孔端面的粗、精铣加工,其粗糙度要求是 。
⑵ 孔系加工有: ① 的大头孔粗、精镗加工,其表面粗糙度为 ;
② 的小头孔钻、扩和铰加工,其表面粗糙度要求;
③ 的小孔钻加工, 小孔表面粗糙度要求 。
⑶ 小头孔端 槽的加工,该槽的表面粗糙度要求是两槽边 ,而槽底的表面粗糙度要求是 。
⑷ 最后为大头孔的铣断加工,要求断口粗糙度 。
拨叉毛坯的选择模锻,因为生产率很高,所以可以免去每次造型。单边余量一般在 ,结构细密,能承受较大的压力,占用生产的面积较小。因其年产量是5000件,由[3]表2.1~3可知是中批量生产。
上面主要是对拨叉零件的结构、加工精度和主要加工表面进行了分析,选择了其毛坯的的制造方法为模锻和中批的批量生产方式,从而为工艺规程设计提供了必要的准备。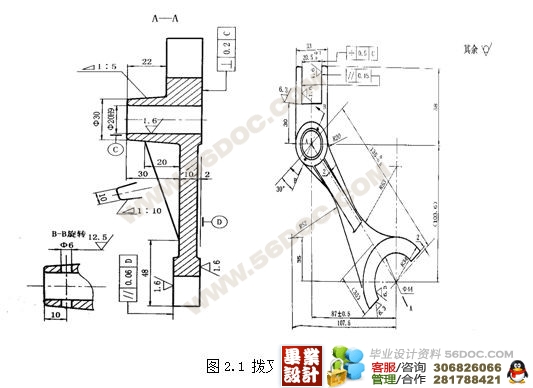
[资料来源:https://www.doc163.com]
目 录
摘 要 I
ABSTRACT Ⅱ
1 绪 论 1
2 拨叉的分析 2
2.1拨叉的工艺分析 2
2.2拨叉的工艺要求 2
3工艺规程设计 5
3.1 加工工艺过程 5
3.2确定各表面加工方案 5
3.2.1影响加工方法的因素 5
3.2.2加工方案的选择 6
3.3 确定定位基准 6
3.2.1粗基准的选择 6
3.2.1精基准选择的原则 7
3.4工艺路线的拟订 7
3.4.1工序的合理组合 8
3.4.2工序的集中与分散 8
3.4.3加工阶段的划分 9
3.4.4加工工艺路线方案的比较 10
3.5拨叉的偏差,加工余量,工序尺寸及毛坯尺寸的确定 12
3.5.1毛坯的结构工艺要求 12
3.5.2拨叉的偏差计算 12
3.6确定切削用量及基本工时(机动时间) 14
3.7时间定额计算及生产安排 22
4 镗孔夹具设计 25
4.1 研究原始质料 25
4.2 定位、夹紧方案的选择 25
4.3切削力及夹紧力的计算 25
4.4 误差分析与计算 27
4.5 零、部件的设计与选用 28
4.5.1定位销选用 28
4.5.2夹紧装置的选用 29
4.6 夹具设计及操作的简要说明 29
[资料来源:http://doc163.com]
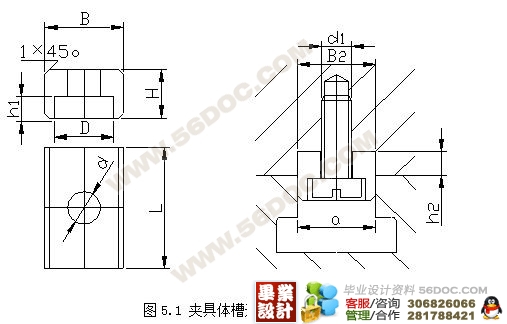
5 铣槽夹具设计 30
5.1研究原始质料 30
5.2定位基准的选择 30
5.3 切削力及夹紧分析计算 30
5.4 误差分析与计算 32
5.5 零、部件的设计与选用 33
5.5.1定位销选用 33
5.5.2夹紧装置的选用 33
5.5.3 定向键与对刀装置设计 33
5.6 夹具设计及操作的简要说明 36
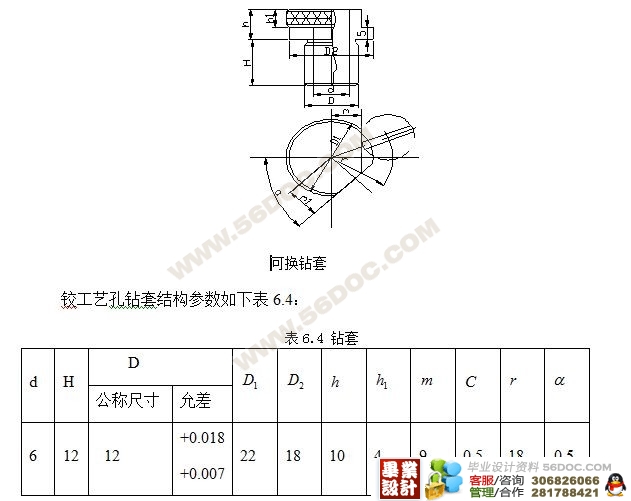
6 钻孔夹具设计 37
6.1研究原始质料 37
6.2定位基准的选择 37
6.3切削力及夹紧力的计算 37
6.4误差分析与计算 38
6.5 零、部件的设计与选用 39
6.5.1定位销选用 39
6.5.2夹紧装置的选用 40
6.5.3 钻套、衬套、钻模板设计与选用 40
6.6夹具设计及操作的简要说明 41
结 论 42
参考文献 43
致 谢 44 [资料来源:http://www.doc163.com]
[资料来源:http://www.doc163.com]
下一篇:后钢板弹簧吊耳加工工艺及夹具设计