
汽车变速器齿轮座工艺及工装夹具设计(含CAD零件图夹具图)

汽车变速器齿轮座工艺及工装夹具设计(含CAD零件图夹具图)(论文说明书8700字,CAD图纸4张,工艺卡,工序卡)
摘 要
本次设计的主要内容是汽车变速器齿轮座工艺及工装夹具的设计。齿轮座主要是与齿轮、轴承等零件配对使用,其主要加工表面及控制位置为 大头外圆和 小头外圆。由零件要求分析可知,保证 大头外圆和 小头外圆尺寸的同时应该尽量保证其同轴度,这对于后工序装配和总成使用上来说都有重要影响。所以,工序安排时,采取以 大头外圆粗定位夹紧加工后,对 小头外圆进行车削、磨削加工同时成型。因大头外圆和小头外圆的表面粗糙度分别为Ra1.6和Ra0.8,可通过粗车、精车、磨削加工来满足。对于钻、绞 孔时,主要以齿轮座的小头外圆定位,控制其自由度,以达到加工出来的产品满足要求并且一致性好的目的。本文的研究重点在于通过对齿轮座的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具,通过实践验证,最终加工出合格的齿轮座零件。
【关键词】汽车变速器齿轮座、工艺、定位
Abstract
This paper is abute automated devices that can mimic the human hand and arm movements to do something,aslo can according to a fixed procedure to moving objects or control tools. It can replace the heavy labor in order to achieve the productionmechanization and automation, and can work in dangerous working environments to protect the personal safety, Therefore widely used in machine building,metallurgy, electronics, light industry and atomic energy sectors.This article is mainly of the pneumatic manipulator the overall design, and pneumaticdesign. This mechanism of manipulator includes cylinders and claws and connectors parts, it can move according to the due track on the movement ofgrabbing, carrying and unloading. The pneumatic part of the design is primarily to choose the right valves and design a reasonable pneumatic control loop, by controlling and regulating pressure, flow and direction of the compressed air to make it get the necessary strength, speed and changed the direction of movement in the prescribed procedure work.It can replace the heavy labor in order to achieve the production mechanization and automation, and can work in dangerous working environments to protect the personal safety, Therefore widely used in machine building, metallurgy, electronics, light industry and atomic . [资料来源:https://www.doc163.com]
【关键词】pneumatic manipulator 、cylinder、pneumatic loop
零件的分析
2.1、零件的作用
题目所给的零件是齿轮座,而齿轮座一般是起到连接齿轮和轴承的零件,上面钻或铰有直孔或者是螺纹孔,其作用是用来与其它部件进行连接的,在汽车变速器中,齿轮座的应用非常广泛,而本课题的任务就是”汽车变速器齿轮座工艺及工装夹具的设计”。
2.2、零件的工艺分析
(1)以主视图为主要加工表面的加工面。
这一组加工表面包括:
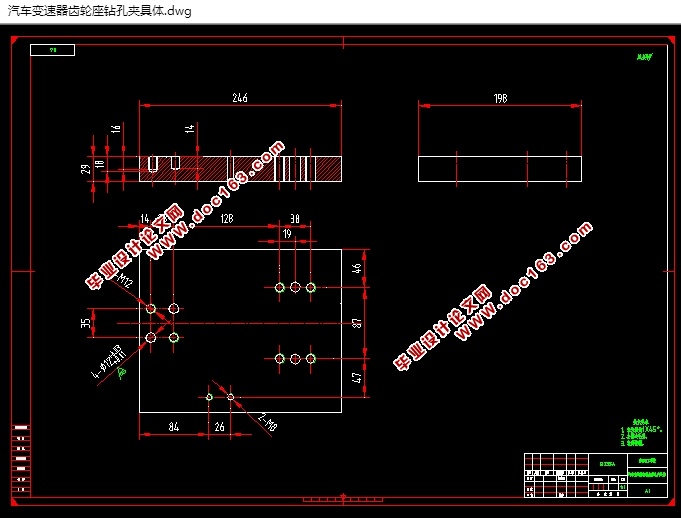
齿轮座的大头孔 小头孔 的车削加工,两个端面的倒角的车削加工,2-∮3直孔的钻削加工, 沟槽的车削加工。其中大小头孔的表面粗糙度要求分别为 和 ,2-∮3直孔的表面粗糙度为 , 沟槽的表面粗糙度为 。
(2)以左视图为主要加工表面的加工面。
这一组加工表面包括:
孔的钻削加工,2-M8螺纹孔的加工, 。
[来源:http://www.doc163.com]


目 录
一、绪 论 4
1.1课题的背景 5
1.2夹具的发展史 5
二、零件的分析 5
2.1、零件的作用 5
2.2、零件的工艺分析 5 [资料来源:http://www.doc163.com]
三、确定毛坯,绘制毛坯图、零件图 8
3.1、确定毛坯的制造形式及材料 8
3.2、机械加工余量、工序尺寸及毛坯尺寸的确定 8
四、工艺规程设计 10
4.1、定位基准的选择 10
4.2、制定工艺路线 10
4.3、选择加工设备及刀、夹、量具 14
4.4 确定切削用量及基本工时 16
4.4.1粗车大头外圆及端面 17
4.4.2粗车小头外圆及端面 18
4.4.3精车大头外圆及端面 18
4.4.4精车小头外圆及端面 19
4.4.5车∮32沟槽 19
4.4.6磨 外圆 20
4.4.7钻 直孔 24
4.4.8钻大端面2-M8螺纹孔底孔 ,攻M8牙,钻、绞∮5.8,∮6H8直孔 24
4.4.9钻 油孔 25
五、钻孔夹具的设计 26
5.1定位基准的选择 28 [版权所有:http://DOC163.com]
5.2切削力的计算与夹紧力分析 28
5.3夹紧元件及动力装置确定 29
5.4夹紧装置的设计 29
5.5夹具操作的简要说明 29
参考文献 30
结 论 31
致 谢 32
下一篇:汽车变速箱加工工艺及铣平面和钻孔夹具设计(含CAD图)