
尾接杆工艺及铣床夹具设计(含CAD零件图,铣床夹具图,工序卡)

尾接杆工艺及铣床夹具设计(含CAD零件图,铣床夹具图,工序卡)(任务书,外文翻译,设计说明书14800字,CAD图纸3张,答辩PPT)
摘 要
本设计题目是尾接杆工艺及铣削加工夹具设计。
首先,运用机械制造技术及相关的课程知识,依据零件和生产纲领的要求,分析从毛坯到零件整个过程中每一道工序的进行和安排,制定出切实可行的加工工艺规程路线,确定加工方案。然后,根据图纸要求的技术条件解决工件在加工过程中的定位、加紧以及工艺路线的安排等方面的相关问题,确定相关的工艺尺寸及选择合适的机床和刀具。最后,参考机床夹具设计手册及相关方面的书籍,设计出高效、经济、合理并且能保证加工质量的夹具。
关键词: 工艺,机械制造,夹具设计
ABSTRACT
This design topic is the tail rod connecting process and drilling fixture design parts.
First, using of machinery manufacturing technology and related knowledge, on the basis of parts and the requirements of the production program, analysis from the blank to the whole process of parts of every process and arrangement, formulate the processing procedure of feasible routes, determine the processing scheme. Then, according to the technical condition requirements of the drawings, the workpiece in the process to solve relevant problems in stepping up and aspects of the process route arrangement, determine the relevant process size and select the appropriate machine tools and tool. Finally, machine tool fixture design reference manual and related aspects of the books, the design of efficient, economic, reasonable and can ensure the quality of processing fixture.
[资料来源:https://www.doc163.com]
KEY WORDS: technology, machinery manufacturing, fixture design
零件的作用
尾接杆零件(图1)是飞机液压助力器执行机构中的主要部件之一。从整体上来看。飞机液压助力器是安装在飞机副翼操纵机构中或方向舵操纵系统中,用于不可逆的液压助力器操纵。当飞机液压系统损坏或压力下降时,液压助力器外筒左右两腔沟通,即助力器当一拉杆使用,以实现人力应急操纵。每架飞机上装有两台液压助力器。分别操纵左右副翼或方向舵。
尾接杆零件在产品中一端与液压助力器外筒组件连接,另一端通过关节轴承与飞机的副翼连接,其作用是带动飞机操纵系统的摇臂和拉杆,而使飞机的副翼偏转,在工作时能够传递3800公斤以上的力,是一个能承受复杂力的受力件。
(2)零件的结构分析
1) 零件的主要加工表面:外圆C表面及Φ50轴端面,Φ61.5左右端面(表面粗糙度Ra值1.6),Φ42的孔,Φ26的孔,Φ32的孔(表面粗糙度Ra值1.6),球面SR30。
2) 主要形位误差:
① Φ50端面和Φ61.5两端面对C表面的圆跳动公差为0.02mm。
② Φ32中心线对C面的位置度公差0.1mm,垂直度公差为100:0.08,
③ Φ32圆柱度公差为0.005mm。
④ Φ2的孔相对于C面的对称度公差为0.05mm。
3) 设计基准:径向Φ50中心线,轴向Φ50左端面。
(3)零件的材质
30CrMnSiA是高强度合金钢,具有很高的强度和韧性,淬透性较高,冷变形塑性中等,切削加工性能良好,有回火脆性倾向,横向的冲击韧度差,焊接性能较好,但厚度大于3mm时,应预热到150℃,焊后需热处理,一般调质后使用。30CrMnSiA是飞机制造业中使用最广的一种调质钢,用于制造飞机重要锻件,机械加工件和焊接件。 30CrMnSiA属中碳调质钢,30CrMnSiA调质后有很高的强度和足够的韧性,淬透性也好。调质后该材料做砂轮轴,齿轮,链轮都可以。30CrMnSiA具有良好的加工性,加工变形微小,抗疲劳性能相当好。用于轴类、活塞类零配件等。用于汽车、飞机各种特殊耐磨零配件等。
(4)零件的其他技术要求
螺纹倒角120º至丝底。
磁力探伤。
毛坯锻制,供应为无发纹钢,钢锻件按HB5024-77/Ⅱ类。
„外表面镀镉5-8µm,除表面B外,螺纹M6-6H和其余表面发兰。


目 录 [资料来源:http://www.doc163.com]
第一章 尾接杆零件机械加工工艺规程设计 1
1.1 基本概念 1
1.2 零件的生产类型的确定及工艺分析 1
1.2.1 确定生产类型 1
1.2.2 加工零件工艺分析 1
1. 3 确定毛坯 3
1.3.1选择毛坯 3
1.3.2 钢质模锻件毛坯尺寸及其公差的确定 5
1.3.3 绘制毛坯图 7
1. 4 拟定工艺路线 8
1.4.1 各表面加工方法 9
1.4.2 定位基准的选择 11
1.4.3 加工阶段的划分 12
1.4.4 个加工表面机械加工余量、工序尺寸的确定 13
1.4.5 工序顺序安排 14
1.4.6各工序切削用量和加工机床的确定 15
第二章 机床夹具设计 19
2. 1 机床夹具设计概述 19
2.1.1 机床夹具基本概念 19
2.1.2 机床夹具的分类 19 [资料来源:http://doc163.com]
2. 2 工件的定位原理、定位原则和定位方法 20
2.2.1 工件的定位原理和定位原则 20
2.2.2 工件的定位方法及误差 20
2. 3 工件的夹紧及夹紧装置 22
2.3.1 夹紧的基本概念 22
2.3.2 夹紧装置分类和效用 22
2. 4 专用夹具的设计 22
2.4.1 设计专用夹具的基本要求 22
2.4.2 设计夹具的依据 23
2.4.3设计夹具的程序和内容 23
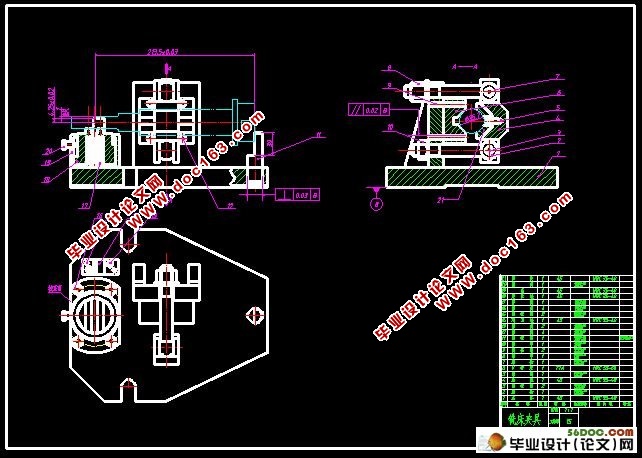
第三章 尾接杆工序75、80铣削加工夹具设计 24
3. 1 机床夹具设计方法和步骤 24
3. 2定位方法与定位元件的选用 24
3. 3 绘制尾接杆铣床夹具的装配图 29
参考文献 31
致 谢 32
毕业设计小结 33 [资料来源:Doc163.com]
上一篇:尾接杆零件的工艺规程和斜孔钻模设计(含CAD零件图,夹具图,工序卡)
下一篇:轴承座的工艺及钻孔夹具装置设计(CAD零件图,夹具图,工艺规程)