
卡车驾驶室覆盖件冲压成形工艺优化(含CAD零件装配图,CATIA三维图)
资料介绍:
卡车驾驶室覆盖件冲压成形工艺优化(含CAD零件装配图,CATIA三维图)(任务书,开题报告,文献摘要,外文翻译,论文说明书12000字,CAD图纸5张,CATIA三维图)
摘要
卡车驾驶室覆盖件是卡车车身的主要零件,卡车大部分车身覆盖件和结构件都是薄板冲压件,其冲压工艺水平高低与产品质量好坏在卡车制造中具有举足轻重的地位。与轿车相比,卡车驾驶室覆盖件的冲压成形分析优化的重视程度较低,发展进程、力度也不如轿车,所以更有研究的必要性。
首先,本文介绍了汽车覆盖件在国内外的发展历程以及研究现状、冲压成形工艺中的制造难点以及文中主要的研究内容。
接着对此次设计中使用的软件AutoForm的主要特点、功用和工艺开发流程加以介绍。然后,对所用卡车驾驶室顶棚的结构特点进行分析,设计冲压工序。运用AutoForm软件对其进行有限元建模及成形过程进行数值模拟,并解决分析过程中出现的各种问题。利用工艺仿真结果对各种工艺参数与成形质量之间的关系进行研究,同时完成该零件成形质量的优化,确定各工艺参数。最后,对材料的回弹进行研究,完成流程短,多工序,精度较高的优化设计。
关键词:覆盖件;冲压;仿真模拟;有限元;回弹
Abstract
[资料来源:http://Doc163.com]
The truck cab cover is the main part of the truck body,most of the covering parts and structural parts of the truck are sheet metal parts,Its stamping process level and product quality take a pivotal position in the truck manufacturing. Compared with the car, the importance of the truck cab cover stamping analysis of the optimization is lower, the development process and the degree of importance is not as good as car, So it is more necessary to research.
First, this paper summarizes the domestic and foreign development process and research status of the stamping process of the cover, the manufacturing difficulties in the forming process and the main research content in this paper.
Second, the main features, functions and process development of the software AutoForm used in the design are introduced. Then, using the AutoForm software to simulate the forming process and The finite element modeling of a cab ceiling, solve all kinds of problems in the process. The relationship between various process parameters and forming quality is studied by process simulation results. MeanwhileIcomplete the optimization of the quality of the parts, determine the process parameters. Finally, the springback of the material is studied to complete the short, multi-process, high precision optimization design. [资料来源:http://www.doc163.com]
Key Words:Panel; Stamping; Simulation; Finite element; Springback
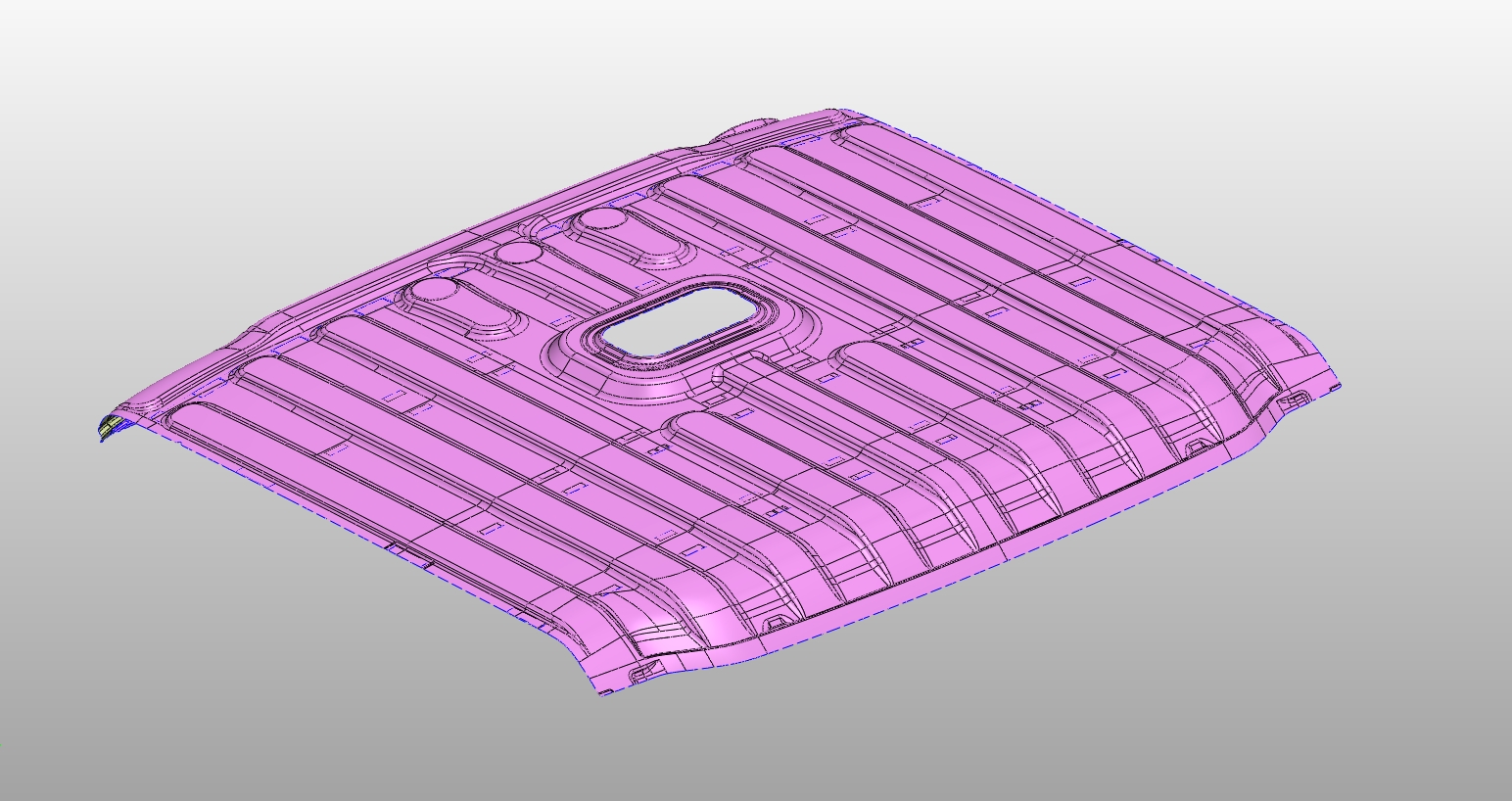
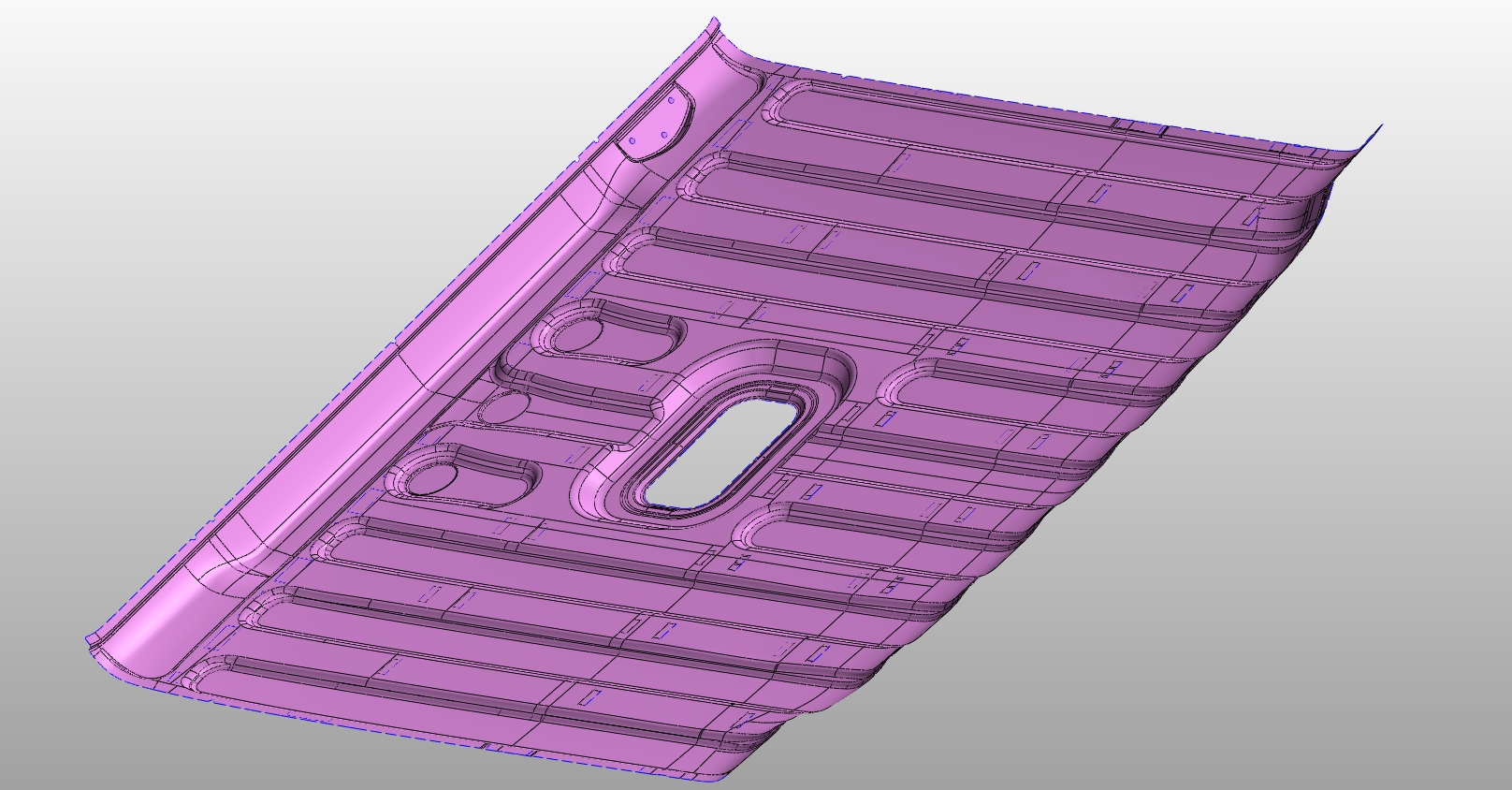
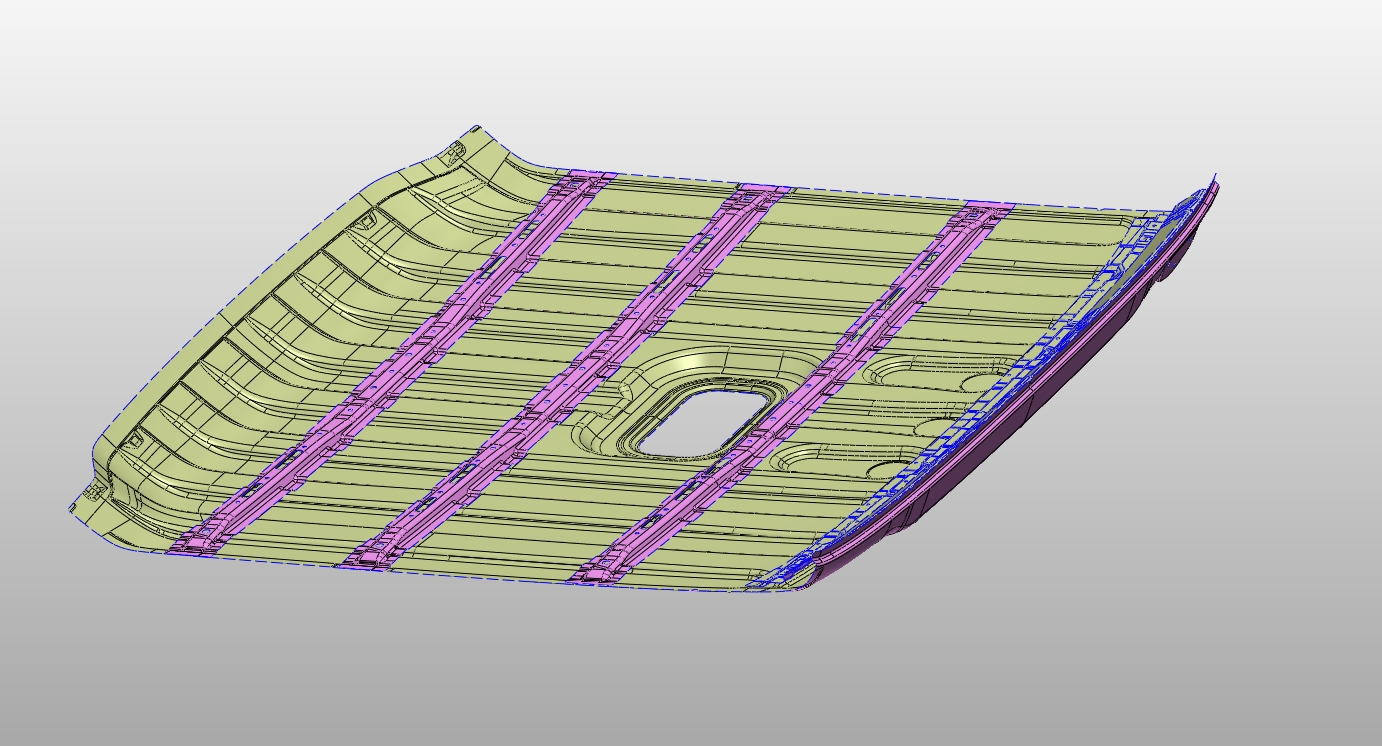
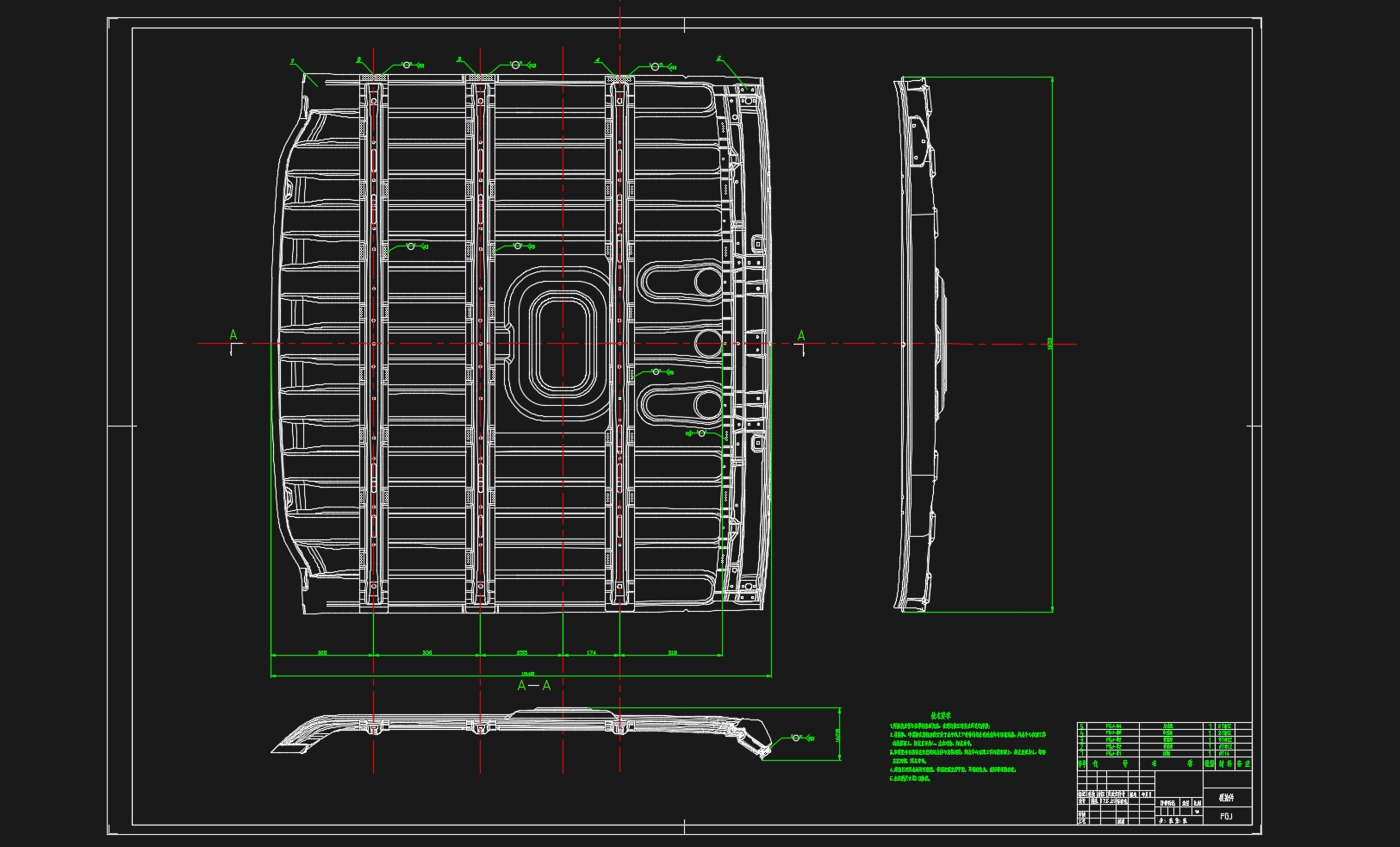
该零件壁厚为0.8mm,外形尺寸为1650.0*1548.0*162.8mm。零件表面尺寸较大且呈现出波浪形外观,存在多处凸起及较小的过渡圆角,不规则的空间曲面较多。由观察可知该顶棚右端部存在向内凹的圆弧形曲面,在该位置为冲压负角,所以不能通过冲压一次成形,必须采用多步冲压成形工艺。经过初步分析,确定其冲压成形工艺流程如下:拉延、修边冲孔及翻边等。
[版权所有:http://DOC163.com]
 [资料来源:http://www.doc163.com]
[资料来源:http://www.doc163.com] 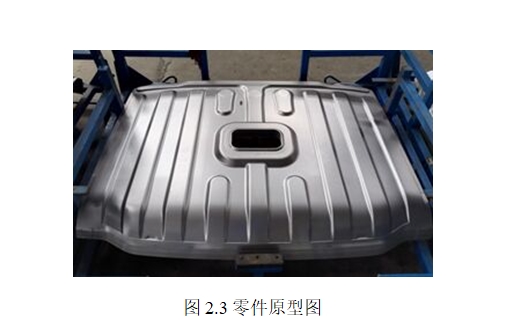
目录
第1章绪论 1
1.1 引言 1
1.2 汽车覆盖件冲压的国内外研究现状 1
1.2.1 国外研究现状 1
1.2.2 国内研究现状 2
1.3 本文的主要内容研究 3
[资料来源:http://Doc163.com]
第2章卡车顶棚覆盖件的成形工艺与有限元建模 4
2.1 AutoForm软件简介 4
2.1.1 AutoForm的主要特点与功用 5
2.1.2 AutoForm软件的工艺开发流程 5
2.2 卡车顶棚覆盖件的工艺分析 6
2.2.1 产品基本参数 6
2.2.2 生产工序确定 8
2.3卡车顶棚覆盖件的有限元建模 8
2.3.1 软件导入与表面处理 8
2.3.2 拉延工序设置与模拟结果 10
2.3.3 切边冲孔工序设置与模拟结果 13
2.3.4 翻边工序设置与模拟结果 13
2.4 本章小结 14
第3章卡车顶棚覆盖件的成形工艺优化 15
3.1 前言 15
3.2 板料初始形状的选择 15
3.3 成形工艺参数的选择 16
3.3.1 压边力的选择 16
3.3.2 摩擦系数的选择 17
3.3.3 拉延筋的选择 18
[资料来源:http://Doc163.com]
3.3.4 其他参数对成形结果的影响及选择 21
3.4 优化结果 21
3.5 本章小结 22
第4章卡车顶棚覆盖件的回弹模拟分析与优化 23
4.1 回弹模拟结果分析 23
4.2 关键工序回弹工艺优化 25
4.3 本章小结 26
第5章总结 27
5.1 工作总结 27
5.2 后续展望 28
致谢 29
参考文献 30 [资料来源:http://Doc163.com]