
照相机中接触片冲压模设计

照相机中接触片冲压模设计(毕业论文说明书22000字,CAD图纸40张)
摘 要
随着工业的发展,冲压成型技术在机械工业、电子工业、航天航空工业及日用品等的生产中的作用日益重要。Auto CAD 和PRO/ENGINEER自问世以来,经过多年的发展已成为极其重要的模具设计和辅助生产应用软件。根据客户提供的冲压件零件图,设计出由冲孔、弯曲和落料等工序所组成的一副级进模,该级进模具能够实现自动化生产,并具有自动保护功能。
关键词:制件;排样冲压成型;级进模;凸模;凹模;CAD。
Abstract
With the development of industry, The Mould holddown shapings technique more and more important in mechanical industy, electronics industry, spaceflight industry and production of daily necessities etc.With the Auto CAD and PRO/ENGINEER’s appeared, Though many year’s development, It has became the most importance apply software in dies design and assistance produce. Designed a progressive diepunch made up of perforating,lanching,bending and blanking etc work preface ;This progressive diepunch canrelized automation produce,And have automatic protection function.
Keyword: Fished part Layout Wash to press to model progressive die punch Die block CAD
第1章 制件的工艺分析
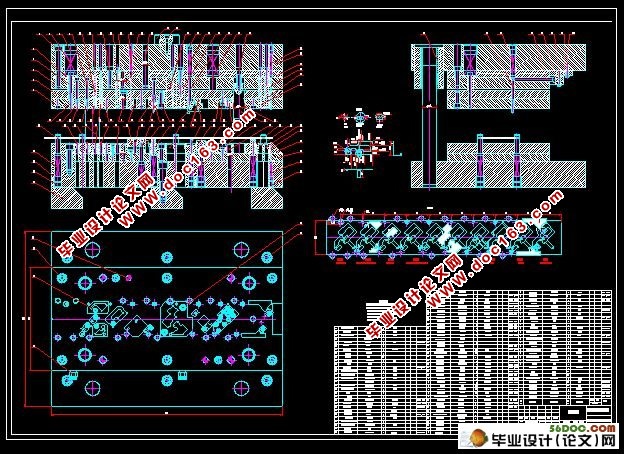
设计中的冲压制件是佳能复印机的一个机芯零件。冲压件制件的电子图档是由客户提供,如图1-1所示。由制件零件图可以知道:制件的外形不规则,需要经过多次冲裁才能完成加工,制件有两个向上的L曲;因此采用切废料的排样方法。通过对零件的初步分析可知,要完成该制件的生产,需要经过以下工艺:冲孔、弯曲、落料,切舌等工艺。冲压件的精度要求较高,最小的误差要求在±0.1mm以内,平面度要求在±0.3mm以内,为了保证其平面度要求,在设计中有必要加入校平工位;制件的厚度为0.2mm,属于薄材料类冲裁,选用用卷料;冲压件的材料客户要求用SUS304,即我国的不锈钢材料。查阅《模具设计手册》,将设计中的材料确定为:Cr18Ni9材料。另外,在设计中还应该考虑到不锈钢材料的冲裁工艺性,以及其纤维方向的特性。在制件图技术要求中我们可以知道:客户对模具的材料有严格要求,要求用环保材料,模具材料中不能够含有对自然环境有严重污染的金属元素,必须满足QS9000环保要求。
由《模具设计手册》可以知道:制件在冲裁外形时要求两个相交边尽量避免锐角,严禁尖角,圆角半径R>=0.25t,冲裁件的凸出或凹入不宜太小,应避免长悬臂和窄臂和窄槽,要求悬臂和槽长L与其宽度B应有一定的比列。钢板时,B>=(1.3至1.5)t,有色金属板时,B>=(0.75至0.8)t,L<=3B。冲裁孔与孔之间、孔与冲件边缘之间的壁厚不应太小,否则会影响凹模强度、寿命和冲件质量。通过对制件零件图分析,可知其满足以上要求。 [来源:http://Doc163.com]
由于制件材料是不锈钢材料,具有良好的弯曲工艺性,在设计中应该考虑到其纤维方向,以利于模具的设计与制造,弯曲时折弯线的方向不能够与带料的纤维方向一致,应该垂直带料的纤维方向或者与其纤维方向成一定的角度,最好的角度为成45度;弯曲件的弯曲半径不应过小或过大,如果弯曲半径过小,容易被弯裂;若弯曲半径过大,因受到回弹影响,弯曲成形角度和圆角半径的精度均不容易得到保证;同时,在设计中还应该考虑到弯曲件直边高度不宜太短,即使弯曲半径R=0时,也要使最小直边长度大于1.3T,一般弯曲件直边高度H大于2T。由制件零件图资料可以知道:制件弯曲工艺满足以上要求。
由于制件属于薄材料冲压加工,带料的厚度为0.2mm,因此对于弯曲半径小于0.2mm的90度角弯曲,在设计中可以将其看作弯曲半径为0mm的弯曲。
冲压制件的年产量为200万件,属于大批量生产;制件外观的最大长度为53mm,宽度为27mm,属小型制件,由于其形状较复杂,生产效率要求高,因此我们设计生产效率高的级进模来完成此制件的生产。
注射机型号的选择
一般按塑件质量在注射量的60%~80%范围内,本次设计塑件总质量为69.76g,21/60%=116(g),《据中国模具设计大典(2)》选大于35g的的注射机型号:有两种: [来源:http://Doc163.com]
SZ100/80 卧式
理论注射容量 (cm) 100
螺杆(柱塞)直径 (mm) 35
注射压力 (MPa) 170
注射速度 (g/s) 95
塑化能力 (r/min) 40
螺杆速度 (KN) 0~200
锁模力 (mm) 800 [资料来源:https://www.doc163.com]
拉杆间距 (mm) 320x320
移模行程 (mm) 305
最大模具高度 (mm) 300
最小模具高度 (mm) 170
锁模形式 双曲肘
喷嘴球直径 (mm) SR10
模具定位孔直径 (mm) 100 [来源:http://www.doc163.com]
喷嘴口孔径 (mm) 3.5
[资料来源:https://www.doc163.com]

目录
摘要
前言
第一章 制件的工艺性分析 ……………3
第二章 制件的排样 ……………………5
2.1 制件产品的展开 ……………………5
2.2 制件的排样和工位的确定 ………5
2.2.1 排样前的准备 ………………5
2.2.2 制件的排样原则 ……………6 [资料来源:www.doc163.com]
2.2.3 搭边值的确定 ………………6
2.2.4 排样的步骤 ………………6
第三章 凸、凹模刃口尺寸的计算 …8
3.1 冲裁模刃口尺寸的计算 ………8
3.1.1 尺寸的计算原则 ……………8
3.1.2 尺寸的计算方法 …………9
3.1.3 尺寸的计算 …………………9
3.2 弯曲模工作部分的计算 …………10
3.2.1 凸、凹模的圆角半径 ………10
3.2.2 凹模深度……………………10
3.2.3 凸、凹模的间隙 ……………10
3.2.4 凸、凹模工作部分尺寸的计算 11
第四章 力的计算和冲裁间隙的确定 12
[版权所有:http://DOC163.com]
4.1 力的计算 …………………………12
4.1.1 冲裁力的计算 ……………12
4.1.2 弯曲力的计算 ……………13
4.1.3 卸料力、推料力的计算 …15
4.2 压力机公称压力的选取 ……16
4.3 冲裁间隙的确定 ……………16
第五章 模具压力中心的确定 …18
第六章 模具主要零件的设计 ……19
6.1 模具的机构 …………………19
6.1.1 模具结构的组成 …………19
6.1.2 多工位级进模饿结构特点 19
6.1.3 模具结构的设计原则 ……19
6.2 凸、凹模的设计 ……………20
[资料来源:https://www.doc163.com]
6.2.1 凸、凹模的设计原则 ……20
6.2.2 冲裁凸、凹模的设计 ……20
6.2.3 弯曲凸、凹模的设计 ……23
6.2.4 凸、凹模材料的选择 ……24
6.3 导正装置的设计 ……………25
6.4 卸料装置的设计 ……………26
6.4.1 卸料装置的设计原则 ……26
6.4.2 卸料装置的结构形式 ……26
6.5 导料系统的设计 ……………28
6.5.1 导料板 ……………………28
6.5.2 条料侧压装置 ……………29
6.5.3 条料浮顶器 ……………29
6.6 监测装置的设计 ………………31
[来源:http://Doc163.com]
6.7 斜楔机构的设计 ……………32
6.7.1 斜楔与滑块的设计要求 …33
6.7.2 斜楔与滑块尺寸的确定 …33
6.7.3 滑块的复位机构的设计 …34
6.8 导向部分的设计 ……………35
6.8.1 内导柱的设计 ……………35
6.8.2 外导柱的设计 ……………35
6.9 紧固螺钉和定位部分的设计 ……36
6.9.1 模板、模座之间的紧固螺钉设计36
6.9.2 定位销的设计 ……………36
6.10 起重机构的设计 ……………37
6.11 空工位的设计 ………………37
6.12 模板、模座设计 ……………37
6.12.1 模板、模座厚度的确定 …37
6.12.2 模板宽度和长度的设计 38
6.12.3 模座宽度和长度的设计 39
6.13 垫铁的设计 …………………40
结束语 ………………………………41
参考文献 ……………………………42 [版权所有:http://DOC163.com]