
��Դ��ͷ���ϸ���ģ���(������¼)
1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
ժ Ҫ
����ģ���dz�����ϸ���ģ��������ƣ��ڲο��˴������ͼ���Ļ������ۺ���Ƶġ����Ƽ��ǵ�Դ��ͷ���ǹ�ҵ�����ϵ���Ҫ����������Ƶĸ�ģ���Ǹ����г�Ҫ������Ƶģ�ͨ�����������ʶ��֪����������õIJ���Ϊ��ͭH62����������Ϊ�������������پ��������Ƚϣ���ѡ��װ�͵�ģ����Ϊ���ϳ��ģ��Ϊ�ø�ģ�ߵĹ������������������ӹ��־��á�(��ҵ����� )
����ģ������dz��ģ��ģ��װ��ͼ���ӹ������ȫ���̣��ݶ��ģ����Ҫ����ȷ����ƵĴ���˼·���俪ʼ��ȷ����ģ������Ϊ��ס���������ģ�������ռ��㣬��������ʱ�ij�ѹ����ж�������Ƽ�����ȷ��ģ�ߵ�ѹ�����ġ�ѡ��ѹ������ȷ����ģ�ıպϸ߶ȣ�������ǰ���������������ȷ��ģ�ߵ�
����ģ�ߴ����״��
���ģ����Ҫ�㲿���ṹ�����ģ����Ƶ���Ҫ���ݣ������ݰ����˰�ģ�ṹ��ơ�ģ�ṹ��ơ���λ���������ж��װ�á����뵼�ס�ģ����ģ�ܵ�ѡȡ����Ҫ�㲿������Ƽӹ������ͼӹ�ע��Ҫ�㡣��������������ƺ�ļӹ���
�ؼ��ʣ� ���ϣ���ף���װ����ģ [������Դ��http://Doc163.com]
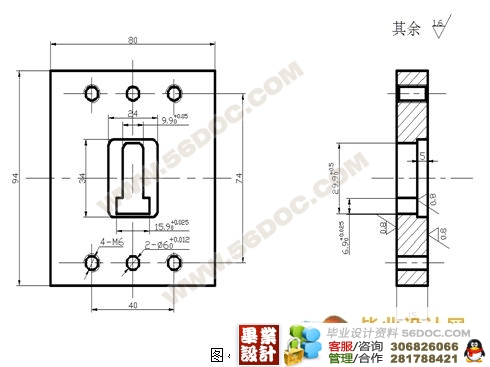
���ͼ
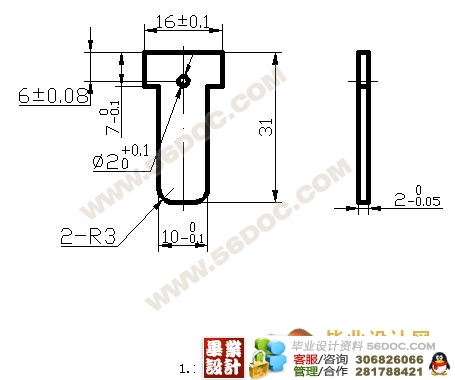
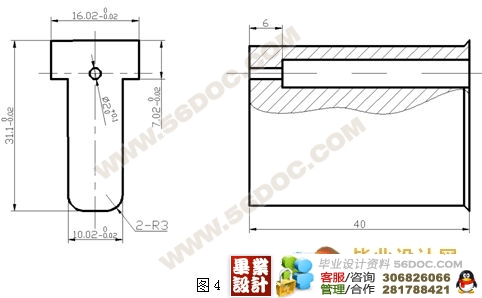
��ѹ���Ĺ�������ָ��ѹ���Գ�ѹ���յ���Ӧ�ԡ���һ������£��Գ�ѹ��������Ӱ�������Ǽ�����״�ߴ�;���Ҫ�����õij�ѹ������Ӧ��������Ͻ�ʡ��������١�ģ�ӹ������ס������ϸߡ��������㼰��Ʒ�����ȶ���Ҫ��ø�ֱ�����ߵ����Ӵ��������ʵ���Բ�ǡ���ü������벿�ֿ��Ȳ���̫С����Ӧ���������������խ�۳��ʱ�������ܵ�ģǿ�ȵ����ƣ��ijߴ粻�˹�С����ü��Ŀ����֮�䣬�����Ե֮��ľ��룬�ܵ�ģ��ǿ�ȵ����ƣ�����̫С��
1��������ʹ�ó��ϼ�ʹ��Ҫ���Ƽ��ǵ�Դ��ͷ��װ���Ӧ������̳ߴ���ԭ�����Ʒ��ƶ��Ƽ�������Ӧ���ģ��ڲ�����Ƽ��ļӹ�����Ҫ��ǰ���£��ı�ߴ��ע����������װ��ߴ�Ҫ��
2��������ߴ羫�ȹ����ԡ�����ӹ�Ҫ��
3��������ṹ�����ԡ����Ƽ��ǵ��͵����ϳ��������ӹ��� [������Դ��Doc163.com]
ȷ�����շ���
��Ȼ���ó�ѹ�ӹ��������������ϡ���ף���ˣ����Ƽ��ij�ѹ���շ��������¼��֡�
����1 ���ϡ���� ���������ʸߣ�ģ�߽ṹ�����Ƽ����Ƚϲ����࣬��������ȫ������Ч�ʵͣ��ʺ�С����������
����2 ��ס����ϼ��� ���������ʺܵͣ�ģ������ɱ��ϴ�����Ч�ʸߣ�������ȫ���Ƽ����ȽϷ���1�ߣ��ʺ���ϴ�����������
����3 ��ס����ϸ��� ����Ч�ʼ��ߣ������������ʸߣ�ģ�߽ṹ���ӣ���������ȫ�Խϲͬ����1һ�������������ʸߣ�ģ������ɱ����ڷ���2���Ƽ�ƽ�����ߴ羫�ȸߣ��ʺ���������������
�����Ƽ���������������������������Ҫ��ϸߵ��ص㣬�Ƚϸ������ɼ�������3�ǽϺ÷�������ѡ����
 [������Դ��Doc163.com]
[������Դ��Doc163.com]
Ŀ ¼
ժ Ҫ I
1 ��ѹ���Ĺ����Է����뷽��ȷ�� 1
1.1 ��ѹ�������Է��� 1
1.2ȷ�����շ��� 2
2 ��Ҫ��Ƽ��� 1
2.1 ����������ȷ�������� 1
2.2�����ѹ����ѡ�豸 2
2.3��������пڳߴ���� 3
3 ģ��������� 6
3.1ģ���������� 6
3.2 ��λ��ʽ��ѡ�� 6
3.3 ж�ϩp������ʽ��ѡ�� 7
4 ��Ҫ�㲿���Ľṹ��� 8
4.1 ģ�ṹ����� 8
4.2��ģ�ṹ����� 9
4.3��ģ�ṹ����� 10
5 ѡ�ñ�ģ�ܺ�ģ�߲��� 12
5.1ģ�ܵ�ѡ�� 12
5.2����ѡ�� 12
(��ҵ����� )
6 ģ������ߴ���� 14
6.1����ģ����װͼ 14
6.2 ��ѹ�豸��ѡ�� 16
7 ��ѹ����˵�� 17
8 ��Դ��ͷ������ϸ���ģ��װ�� 20
9 ���ģ�ߵ��Գ� 21
�� л 23
����� 24
[��Դ��http://www.doc163.com]