
紫铜垫片倒装复合模设计(附答辩记录)
摘 要
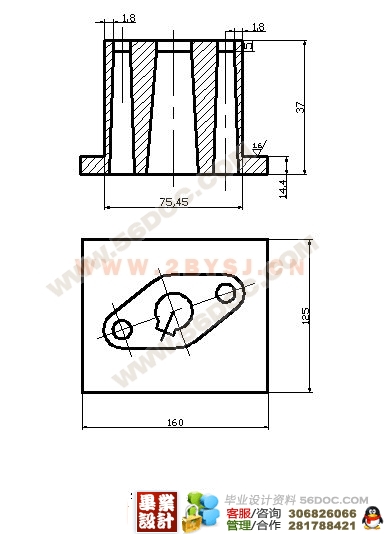
我所设计的是紫铜垫片复合模,该零件所用的材料是紫铜,厚度t=0.5 生产批量为大批量生产,我首先对冲压件进行了分析,分析该零件的尺寸精度得出用一般精度的模具即可满足零件精度的要求,再从零件的形状、尺寸标注及生产批量等情况看,选择了冲孔落料的方案。
这里主要探讨的是根据工件自身的特点,,设计中还要考虑到它的实际工作环境和必须完成的设计任务。因为由模具生产的产品主要是成批生产,而且模具可以保证冲压产品的尺寸精度和产品质量,所以模具的设计与制造主要考虑到模具的设计能否满足工件的工艺性设计,能否加工出合格的零件,以及后来的维修和存放是否合理等。在本次设计冲孔落料复合模中,不仅要考虑使做出的零件能满足使用要求,还要保证模具的使用寿命。
通过本次的毕业设计,我不仅巩固了所学中有关冷冲模具设计课程的内容,掌握冷冲压模具设计的方法和步骤,而且掌握了冷冲压模具设计的基本技能,如计算、绘图、查阅设计资料和手册,熟悉标准和规范等,使理论和生产实际知识综合运用,从而培养和提高了我独立工作的能力。
关键词:紫铜垫片,冲孔,落料,复合模
设计要求
1.选择合理的冲裁工艺。
2.确定正确的冲裁方案。
3.计算相关的零件尺寸。
4.完成合理的装配方案及冲压调试。
冲压件的工艺性分析
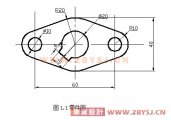
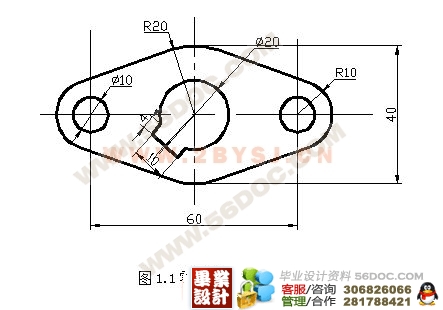
冲压件的工艺性,就是冲裁件对冲裁工艺的适应性能。在一般情况下,对冲压件工艺性影响最大的是几何形状尺寸和精度要求。良好的冲压工艺性应能满足材料较省、工序较少、模具加工较容易、寿命较高、操作方便及产品质量稳定等要求。
此工件只有冲孔和落料两个基本工序,材料为紫铜,紫铜有较好的塑性,很容易进行冷热加工,适合冲裁。工件结构比较复杂,尺寸全部为自由尺寸,作为普通冲裁,其经济精度一般在IT12~IT14级,取落料精度为IT14级,冲孔精度为IT13级。

目 录
摘 要 II
目 录 I
1 工件的工艺性分析 III
1.1冲压件的工艺性分析 III
1.2冲裁工艺方案的确定 III
1.3模具结构形式的确定 1
2 主要数据的计算 2
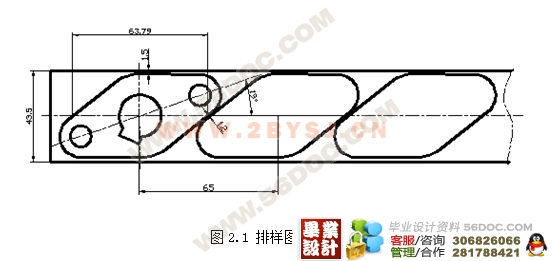
2.1 排样方案的确定及计算 2
2.2冲压力的计算 5
2.3冲压设备的选择 7
2.4模具压力中心的确定 8
2.5 冲模刃口尺寸计算 9
3 模具的总体设计 13
3.1定位方式的选择 13
3.2卸料装置与推件装置的选取 13
3.3弹簧的设计计算 14
3.4导向方式的选择 15
4凸模、凹模、凸凹模的结构设计 17
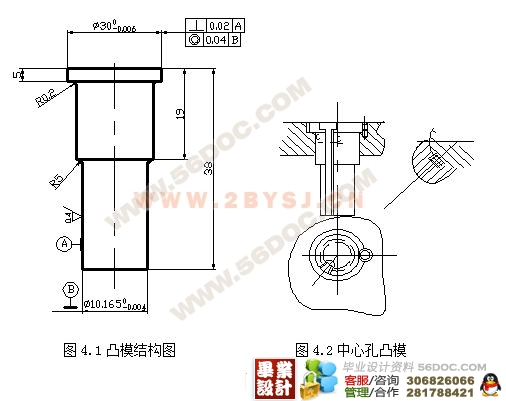
4.1凸模结构设计 17
(毕业设计 )
4.2凹模结构设计 19
4.3凸凹模的选取 21
5 模具材料的选用和模架的选择 23
5.1模具材料的选用 23
5.2模架及其他零件的设计 24
5.3闭模高度的计算 25
5.4模具总装图 26
6 模具的装配与检测 27
6.1模具的装配 27
6.2模具检测 27
致 谢 29
参考文献 30
[资料来源:https://www.doc163.com]
参考文献
[1].张钧.冷冲压模具设计与制造.西安.西北工业大学出版社,1995
[2].李硕.冲压工艺学.北京:机械工业出版社,1982
[3].机械设计编写组.实用机械设计手册.机械工业出版社,1985
[4].杨玉英,崔令江.实用冲压工艺及模具设计手册.机械工业出版社,2005
[5].王刚.冲模设计应用实例.模具实用技术丛书编委会编.机械出版社
[6].张鼎承.冲模设计手册.北京:机械工业出版社,1988
[7].王芳.冷冲压模具设计指导.机械工业出版社,1982
[8].黄健求.模具制造.机械工业出版社,2001
[9].李德群.现代模具设计方法.机械工业出版社,2004
[10].陈万林.实用模具技术.机械工业出版社,2000
[11].万本善.实用冲模结构图解与冲压新工艺详图及常用数据速查速用手册.北京科大电子出版社,2004
[12]模具实用技术丛书编委会.冲模设计应用实例.北京:机械工业出版社,1999
[13]. 国家技术监督局. 冲模模架.北京. 中国标准出版社,1991