
空调阀板冲压件工艺分析及模具设计(含CAD零件图装配图)

空调阀板冲压件工艺分析及模具设计(含CAD零件图装配图)(任务书,开题报告,论文说明书13400字,CAD图15张)
摘要
冲压模具在现代制造业中占据重要的地位,它代表着一个国家工业发展程度。目前,我们的生产生活已经离不开冲压模具,在我们周围,可以看到许许多多的产品都是通过冲压模具制造出来的。生活中我们所接触到的汽车的几乎每个部件、冰箱、空调等家电部件等都是冲压制品。
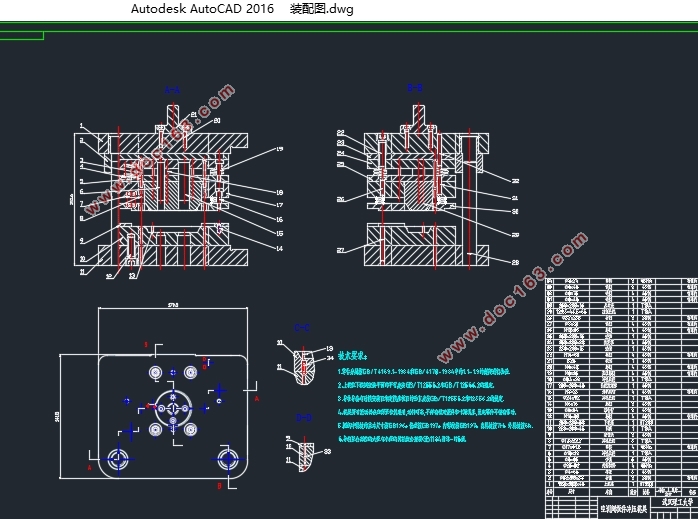
本次毕业设计的题目是空调阀板冲压件,分析零件,可知零件的工序有拉深、冲孔、弯曲、切边,在本次毕业设计中,我的任务是设计一套拉深、冲孔复合模。对凸凹模部分的相关尺寸进行计算以及强度校核。然后在设计模具的零部件设计。最后绘制出零件的装配图以及零件图。当然必不可少的还有制作模具的动画,进行动画仿真。
关键词:冲压模具;空调阀板;强度校核;动画仿真
Abstract
in the modern manufacturing industry Stamping die industry occupies an important position, it represents a national level of industrial development.At present, our production and life can not be separated from the stamping die, in our around, you can see a lot of products are manufactured through the stamping die. In life, we are exposed to the car almost every part, refrigerator, air conditioning and other household electrical appliances, such as parts are stamped products.
The topic of this graduation design is air conditioning valve plate stamping parts, first on the part were analyzed to get parts is accomplished mainly through the process of drawing, punching, bending, cutting edge, in the graduation design, mainly to complete the parts drawing, punching compound die design. Calculate and check the strength of the relevant part of the punch and die size. And then in the design of mold parts. Finally draw the parts of the assembly drawing and parts drawing. Of course, there is also an essential tool for the production of animation, animation simulation.
Key Words:Stamping die;Air conditioning valve plate;Strength check;Animation simulation
次设计(论文)题目是空调室外机的阀板成型工艺分析及模具设计,该零件的材料为镀锌板,牌号为08F,零件等厚,均为1.2mm。08F是优质碳素结构钢,冷变形塑性很高,其冷加性能较好,其主要用来制造需要深冲零件,如汽车车身,家电外壳等[5]。
根据据零件结构特点分析,可知该零件较复杂,工序较多,包括拉深、冲孔、翻边、弯曲、切边等工序。可知零件的拉深部位偏离中心,拉深部位可以看做是矩形和锥形的组合[6]。零件拉深部分较浅,初步判断为浅拉深件,可以一次拉伸完成,具体还要由尺寸计算后确定。零件的拉深底部有两个较大的孔以及四个尺寸相同的较小的翻孔,在拉伸的凸缘还有5个尺寸更小的翻孔。这些翻孔可以看做是在于先冲好孔的半成品上冲出竖立的边缘,在拉深的一侧还需要折弯,在侧壁还有两个方形孔,因为这两个侧孔距离弯曲部位比较近,不能在弯曲操作之前冲孔,因为如果先冲这两个孔在弯曲的话方形孔会发生变形。
[资料来源:http://www.doc163.com]
1.4.1方案设计
根据零件的结构分析可知,成形该零件所需基本工序有落料、拉深、弯曲、冲孔、翻孔和切边,主要有以下三种工艺方案:
A方案:落料拉深零件的腔体→进行两个弯曲操作→冲孔(所有孔包括侧孔以及翻边孔)→翻边→切边;
B方案:落料拉深零件的腔体→冲孔(所有孔包括侧孔以及翻边孔)→进行两个弯曲操作→翻边→切边;
C方案:落料拉深并冲孔(不包括两个侧孔)→进行两个弯曲并冲侧孔翻孔、切边;
以上的三个方案都是可行的。
最佳方案的确定
A方案工序较多,完成拉深后,先完成两部分弯曲,再冲孔,这样可以确保孔的尺寸精度,生产周期长,成本高,最后再翻孔切边。
B方案中先冲孔,再进行弯曲,孔的位置距离弯曲部分太近,弯曲会影响孔的尺寸精度以及位置精度[7]。同样生产周期长,成本高。但零件对于精度要求并不是很高,所以也可采用,因此,不适宜选用B方案。
C方案为复合膜,将拉深和冲孔(不包括连个侧孔)合并在一起完成,两个弯曲和冲侧孔合并在一起完成,最后完成翻孔切边。生产效率高,节约成本。因此,C方案也是适宜的。
综合考虑,选择方案C。本次毕业设计的任务是完成一套拉深冲孔复合模。
[版权所有:http://DOC163.com]
[版权所有:http://DOC163.com]

目录
摘要 II
Abstract III
第1章绪论 1
1.1冲压工艺的特点及其应用 1
1.2冲压工艺与模具设计的现状与发展 1
1.3 课题研究的目的意义 2
1.4 课题基本内容和方案设计 3
1.4.1 方案设计 4
1.4.2 最佳方案的确定 7
1.5 课题研究的基本内容 7
第2章成型工艺分析 8
2.1零件分析 8
2.1.1目的与意义 8
2.1.2 拉深过程仿真分析 8
2.2冲裁工艺 10
2.2.1冲裁分析 10
2.2.2冲裁间隙 11
2.2.3刃口尺寸的计算 13
2.2.4工艺计算 16
2.3拉深工艺设计 20
2.3.1 拉深工艺分析 20
2.3.2 拉深加工的工艺性 22
2.3.3 拉深工艺尺寸的计算 23
第3章模具的零件设计与装配 27
3.1 凸模设计 27
3.1.1拉深凸模设计 27
3.1.2冲孔凸模设计 28
3.1.3 凸模的强度校核 29
3.2 凹模设计 30
3.2.1 冲孔凹模刃口形式 30
3.2.2 凹模的外形尺寸 30
3.3 定位零件设计 31
3.4卸料装置 31
3.4.1 常见的卸料装置 31
[来源:http://www.doc163.com]
3.4.2 推件装置的结构形式 32
3.5 连接零件 32
3.5.1 模柄 32
3.5.2 模架的选择 33
3.6 螺钉、销钉、导柱及导套的选择 34
3.6.1 螺钉的选择 34
3.6.2 销钉的选择 35
3.6.3 导柱及导套的选择 35
3.7 模具报价 35
3.8 绘制图纸 37
第4章工作原理及动画的制作 38
4.1模具工作原理 38
4.2 动画制作 39
第5章总结 41
参考文献 42
致谢 45
上一篇:1500MPa级钢板压扣热冲压工艺与模具设计(含CAD零件图装配图)