
���ܼг�ѹģ�����������(��CAD���ͼװ��ͼ)

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
���ܼг�ѹģ�����������(��CAD���ͼװ��ͼ)(������,���ⱨ��,���ķ���,�ܽ��ȱ���,����˵����13000��,CADͼ10��,ʵϰ����,���PPT)
ժ Ҫ
������Ϊ�������ϳ����ģ�͵�����ģ����ƣ����Ľ��ܵ�ģ��ʵ���ṹ��ʵ�ã�ʹ�÷���ɿ�������ģ�ߵ���Ʋ����Ը���ģ�ߵ����Ϊ��������Ҫ�Ƕ�ģ�����֪ʶ��ϵͳѧϰ����Ƶ���ϰ���Դﵽ���ճ�ѹģ����ƵĻ������ܵ�Ŀ�ġ�
���ȣ������������ķ��������������ϵ�ʹ�á����ȵ�Ҫ�����Ҫ���Լ��ɱ���Ҫ��ȡ�Ϊ�˽��ͳɱ�����������ʽ�����˺�������ƣ���Σ������������й�����ơ�ͨ������Ŀ�ĵ���ơ������˳����ơ�ѹ������ѡ�����ʵ����Ҫ�ﵽ��Ҫ���ٴΣ���Ҫ��֤�Ƽ����ȵ�Ҫ��Ҫ����ģ���пڳߴ�ļ��㡣��Ϊ�п��dz��ƹ�������Ҫ�������֣��пڴ��ľ��Ⱦ;������Ƽ��ľ��ȣ��ͱ�����ݹ��������о�ȷ���㡣
����ݼ������ģ���пڳߴ���Ƴ���Ӧ����ģ�����Ҳ�������ѡ�����ѹģ�ı���������ϱ��Ͱ���ģ���������㲿����������װ�䡣��ȷ����ģ����պϸ߶Ⱥ�ѡ�����ʵ�ѹ�����ڵ���У������Գ�ӹ����Դﵽ���ϵı��������������Ƭ�ļӹ���
[������Դ��http://www.doc163.com]
�ؼ��ʣ�����ģ����ѹ���գ�ģ����ƣ��������
Abstract
The topic is the chain plate punching blanking compound mold design and the mold of article described an instance is simple and practical, easy to use and is reliable. This mold is not primarily designed to complex design, but mainly on a systematic study of mold design knowledge and practice, in order to achieve the purpose of master the basic skills of stamping mold design.
First of all, do a thorough analysis for the parts, which include the using of the material, the requirement of accuracy and the requirement of working procedure and costs and so on. For declining low cost, proceeded the reasonable design to the row kind method. Secondly, do processing design for the whole parts and the purpose by craft designing and order of the working procedure and by the choice of punching machine. Thirdly, consider the calculation of size of the mould cutting edge in order to meet the need of accuracy. Because the cutting edge is the main working part of the punching processing, the accurate cutting edge guarantees the accurate parts. So you needed to tolerance do accurate calculation. [������Դ��http://Doc163.com]
Finally, according to the calculated the size of mold cutting edge design the corresponding punch and mold, and find information on selection criteria for cold stamping parts, meet the standards, put the punch and mold with the other components to the overall assembly. In determining the specific mold closed height, select the appropriate press in the debug and test validation washed after processing, to meet compliance standards, the final completion of the processing chain plate.
Key words��composite modulus, stamping process, mold design , punching blanking
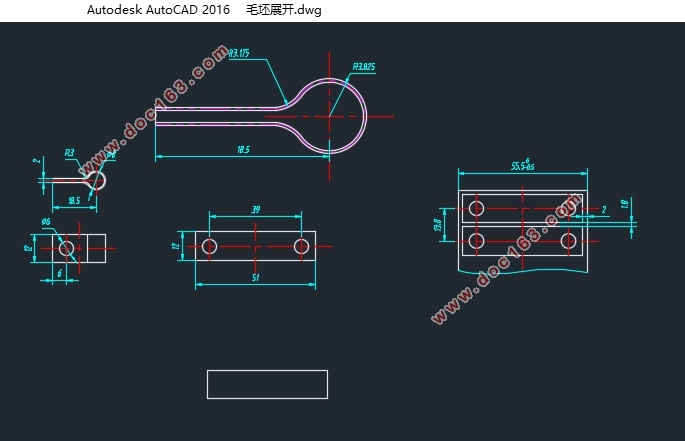
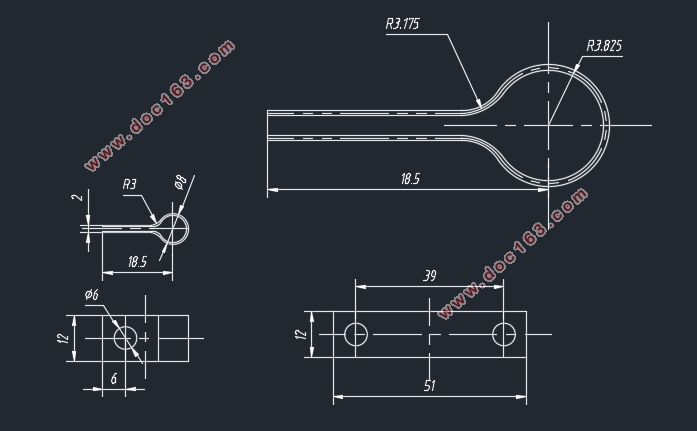
2.1����Ĺ����뾭���Է���
���������Ϊ08�֣����0.35mm���ߴ繫��ȼ�ΪIT14����������IJ������ڴ�������������ζԳƣ�����Ϊһ���ø֣��ʳ�ѹ�ӹ����������á�
2.2����ӽ���ι����Է���
2.2.1�ṹ��״��ߴ������
���Ƽ���״��������У�������ͨ��ѹ�������м���Ӧ��ע�⣺
1 ���ݹ�������״�������ù���Ϊ���ϡ���ס�������,����ڼӹ�ʱҪ���ǵ������������ĸ������⣻
2 ������������Ӧ����ģ�߲��ϵ�ѡ���ģ�߽ṹ��ȷ������֤ģ�ߵ�������
[��Դ��http://www.doc163.com]
3 �Ƽ�������Ǻ�С���Ӱ�ȫ���ǣ�Ҫ��ȡ�ʵ���ȡ����ʽ��ģ�߽ṹ����ƺ��Ƽ���ȡ����ʽ��
��ѹ���շ����ķ�����ȷ��
�������ϻ��������ⶨ���������ֳ�ѹ���շ�����
����һ�����ϡ���ס�����������ģ
�����������ϳ����ģ����ׅg�������
�����������öλ����ģ
�����Ƚ��������ֹ��շ��������Կ���������һģ�������࣬��ѹЧ�ʵ͡�����������ڷ���һģ�߽ϸ��ӣ��������٣���ѹЧ����ߡ������������ǰ���ַ���ģ����ӣ��������ڳ����������٣���ѹЧ����ߣ�����������������ijߴ�ϴ����ģ�ߺͼӹ�ģ�߶��Ƚ����ѡ�ͨ�������������ܵıȽϣ����ǵ���Ʒ�Ǵ��������������÷�������������ġ�
[������Դ��Doc163.com]



[��Դ��http://www.doc163.com]
Ŀ ¼
ժ Ҫ I
Abstract I
��һ�� ���� 3
1.1 ��ѹ�ӹ����ص� 3
1.2��ѹ�ӹ������ú͵�λ 3
1.3 �о���Ƶ�Ŀ�ĺ����� 4
1.4 ���ϼ������� 6
�ڶ��� ���ͼ�ķ��� 8
2.1����Ĺ����뾭���Է��� 8
2.2����ӽ���ι����Է��� 8
2.2.1�ṹ��״��ߴ������ 8
2.2.2 ���������ֲڶ� 9
2.2.3 ���� 9
������ ������ƺͼ��� 10
3.1���ι��շ�����ȷ�� 10
3.1.1���ι���������������ȷ�� 10
3.1.2��ѹ���շ����ķ�����ȷ�� 10
3.2 ��ѹ���ղ����ļ��� 10
3.2.1����ߴ�ļ��� 10
3.2.2 ������� 11
3.2.3 �������ѹ���ļ������ѹ�豸��ѡ�� 15 [��Դ��http://Doc163.com]
3.3 ��ģ�пڳߴ缰����ļ��� 17
3.4 �����ص����ļ��� 20
������ ���ϳ��ģ����� 21
4.1 ��ģ��� 21
4.1.1 ��ģ���ε�ȷ�� 21
4.1.2 ��ģ�пڽṹ��ʽ��ѡ�� 22
4.1.3 ��ģ��������ϵ�ȷ�� 22
4.2 ģ����� 22
4.2.1 ģ�ṹ��ȷ�� 22
4.2.2 ģ�߶ȵ�ȷ�� 22
4.2.3 ģ���ϵ�ȷ�� 23
4.2.4 ģ���ȵ�ȷ�� 23
4.3 ж�ϰ����� 23
4.3.1 ж�ϰ�������� 23
4.3.2 ж�ϰ���ϵ�ѡ�� 23
4.3.3 ж�ϰ����徫�ȵ�ȷ�� 23
4.4 �̶������� 24
4.5 ������� 24
4.6 ����ģ����ģ����ѡ�� 24
4.6.1 ����ģ����ѡ�� 24
4.7.2 ģ����ѡ�� 25 [������Դ��https://www.doc163.com]
������ ����ģ����� 26
5.1 ģ�����͵�ѡ�� 26
5.2 ��λ��ʽ��ѡ�� 26
5.3 ж�ϩp������ʽ��ѡ�� 26
5.4ģ����Ҫ�㲿������� 27
5.5 �����豸��ѡ�� 28
5.6ѡ���豸 29
5.6����ģ����ͼ 29
5.7 ����ģ�߷DZ����ͼ 30
����ܽ� 31
����� 32
[������Դ��https://www.doc163.com]
��һƪ��ֹ������ѹģ�����������(��CAD���ͼװ��ͼ)
��һƪ�����ͻ�������Ƭ��ѹģ�����(��CAD���ͼװ��ͼ)