
弯曲板冲压模具设计与制造(含CAD零件图装配图)

弯曲板冲压模具设计与制造(含CAD零件图装配图)(任务书,开题报告,论文说明书15000字,CAD图19张)
摘 要
本次设计为弯曲板冲压模具设计,通过分析,发现工件有落料、冲孔、弯曲三个基本工序,需要设计一个复合模和单工序模来实现工件的生产。要求设计的模具设计浅显易懂,利用我们所学知识,可以对我们们所学知识有个系统的学习和掌握,做到学以致用。
首先,对弯曲板做全面的研究。研究的内容有:结构的分析、所达到的精度、工序的安排是否合理等。设计比较合适的排样方式,可以做到降低成本的效果;然后进行模具设计整体的工艺计算和分析,选用合理的方案。工艺分析和计算的内容包括合理的方案的选择和工序的安排组合,根据材料来计算模具所使用的冲压力,从而选择合适的压力机。模具刃口的选择和计算,选择和是的凸凹模间隙可以提高模具的寿命;而且只有刃口的精度保证了,我们工件的精度才能保证。
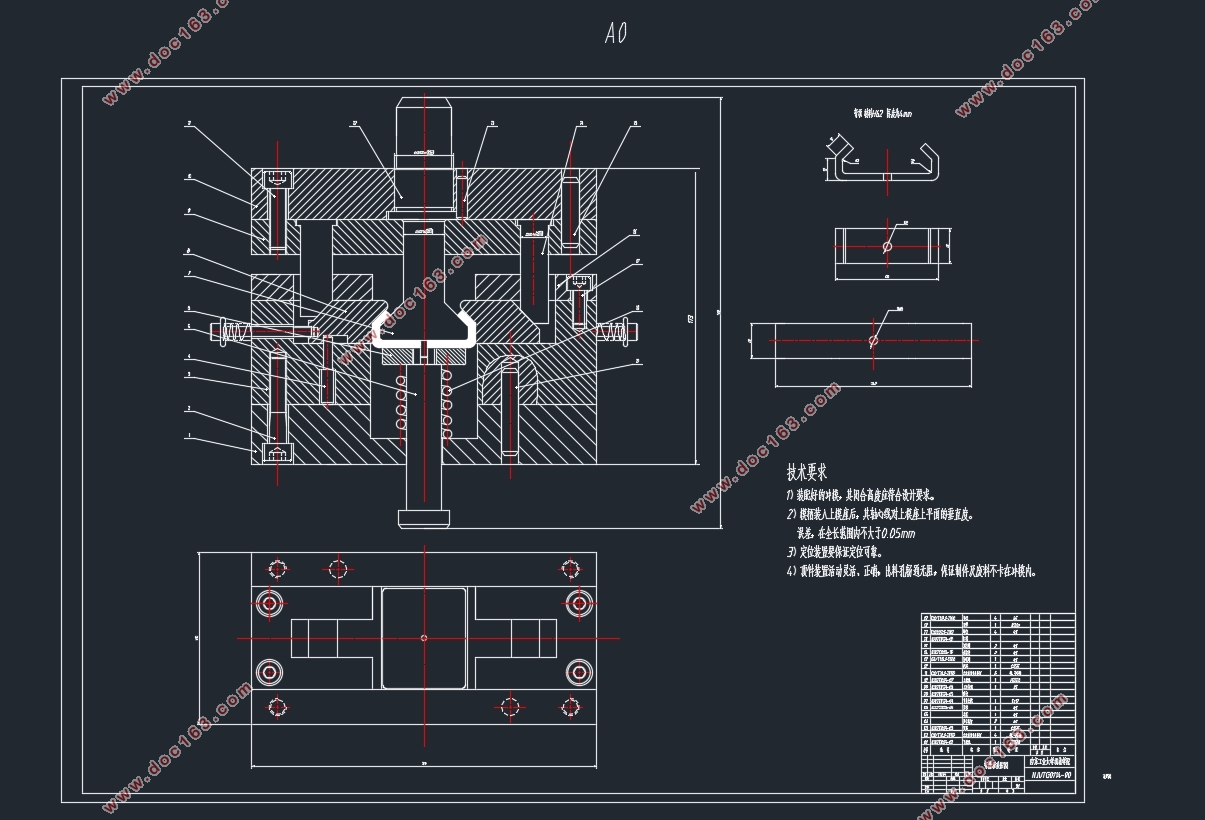
最后,根据我们计算出地凸凹模刃口尺寸数据和模具设计过程中的结构,尽量选用合适的标准件,做到标准化,从而完成装配图以及主要零件的设计。最后在进行确定和校核模具高度,选择合适的标准模架,进行压力机校核,以满足实际生产的需要。
[来源:http://www.doc163.com]
关键词:复合模,冲压工艺,模具设计,落料冲孔
Abstract
This design is for intermediate frequency slag ladle stamping die design, through the analysis of the workpiece, found a blanking, drawing, punching the three basic processes, need to design a compound die for the production. Requirement of die design simple design and easy to understand, use our knowledge, can we have the knowledge to have a system to learn and master, to learn in order to practise.
First of all, do comprehensive research on intermediate frequency slag ladle. The contents of the study are: structure analysis, the accuracy, process arrangement is reasonable. Designlayout is more appropriate, can reduce the cost effect; then the process calculation of mold design and analysis of overall, reasonable selection scheme. Process analysis and calculationincludes the selection and reasonable process scheme of arrangement, to calculate the impactpressure using the mold according to the material, so as to choose the right machine.Selection and calculation of cutting edge, and is the clearance between punch and die cangreatly improve the service life of die; and only precision blade ensures precision parts, we can guarantee.
[资料来源:http://www.doc163.com]
Finally, we calculate the structure size according to the data and the mold design process ofpunch and die cutting edge in, try to use the standard parts, achieve the standardization,design to complete the assembly drawing and the main parts of the. Finally, in determining and checking the mould height, choose a suitable standard mold, to press check, to meet the needs of the actual production.
Key words:composite modulus, stamping process, mold design , punching blanking
2.1零件的功用与经济性分析
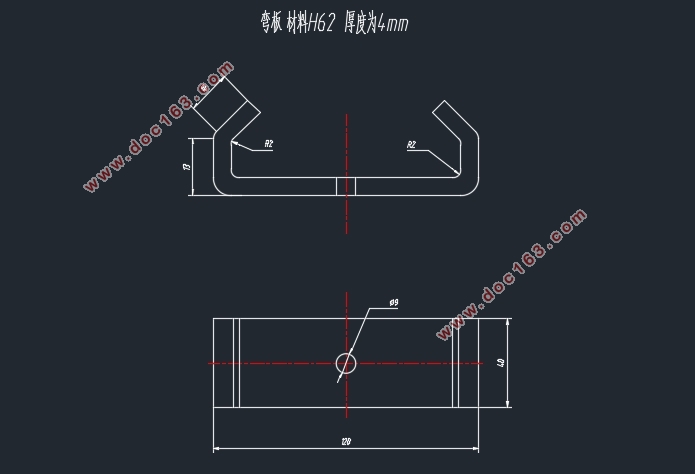
该零件为弹性夹持件,材料为H62,厚度4mm。尺寸公差等级为IT14级,该零件的产量属于大批量,零件外形基本对称,材料为一般用料,故冲压加工经济性良好。
2.2零件钣金成形工艺性分析
2.2.1结构形状与尺寸分析:
该制件形状简单,厚度适中,属于普通冲压件,但有几点应该注意:
1 根据工件的形状分析,该工件为落料、冲孔、弯曲件,冲孔和弯曲部位离的比较远,所以可以先加工孔,后进行弯曲;
2 大批量生产,应重视模具材料的选择和模具结构的确定,保证模具的寿命;
3 制件体积不是很小,从安全考虑,要采取适当的取件方式,模具结构上设计好推件和取件方式。
2.2.2 精度与表面粗糙度
此零件的表面粗糙度均为自由表面粗糙度,尺寸公差等级为IT12级,利用冲压可以达到零件的要求。加工此零件时力求模具结构较为简单,加工方便。
2.2.3 材料
零件材料是H62, H62黄铜表示平均含铜量为62%的普通黄铜,在普通黄铜的基础上加入其它元素的铜合金称特殊黄铜,仍以"H"表示,后面会跟其它添加元素的化学符号和平均成份,如H62为含铜量为60.5%~63.5%,余量为锌含量;而HAl59-3-2则表示其铜含量57%~60%,铝含量为2.5%~3.5%,镍含量为2%~3%, 其余为锌含量。黄铜分为普通黄铜,特殊黄铜及铸造黄铜三种,铸造黄铜以ZCu开头后面跟其它元素的符号及其平均含量。
3.1 成形工艺方案的确定
3.1.1 成形工序性质与数量的确定
(1) 成形工序性质的确定:
该零件的主要成形方法是冲裁和弯曲。成形方法可以分为二种:一种,先落料,冲孔,再弯曲,另一种是先落料,弯曲,再冲孔,这两种方法中第一种生产简单,效率高,因为弯曲之后再冲孔,定位不是很方便,而且生产效率低。所以,比较起来,采用第一种方法较为合理。
(2)根据查相关表格:孔离弯曲部位相对较远,冲孔之后再弯曲,不会影响孔的精度和位置度。 [资料来源:Doc163.com]
3.1.2 冲压工艺方案的分析与确定
根据以上基本工序,可拟定出以下三种冲压工艺方案:
方案一:落料、冲孔、弯曲单工序模
方案二:落料冲孔复合模、冲孔単工序完成
方案三:采用多工位级进模
分析比较上述三种工艺方案,可以看出:方案一模具简单,数量多,冲压效率低。方案二相对于方案一模具较复杂,数量减少,冲压效率提高。方案三相对于前两种方案模具最复杂,制造周期长,数量最少,冲压效率最高,但是由于弯曲工序部位需要设置摆动结构,级进模的结构会比较复杂,设计模具和加工模具都比较困难。
表3-1 冲压工艺方案比较表
项目 方案一 方案二 方案三
模具结构 简单 一般 结构较复杂
模具数量 3套 2套 1套
生产效率 较低 较高 高
通过上述方案性能的比较,考虑到产品有向内45°的弯曲,使用级进模不好实现自动化生产,所以采用方案二是最合理的。


 [资料来源:https://www.doc163.com]
[资料来源:https://www.doc163.com] 

目 录
摘 要 I
Abstract I
第一章 绪论 1
1.1 冲压工艺与模具的发展方向 1
1.2 我国模具技术的发展趋势 1
第二章 零件图的分析 4
2.1零件的功用与经济性分析 4
2.2零件钣金成形工艺性分析 4
2.2.1结构形状与尺寸分析: 4
2.2.2 精度与表面粗糙度 5
2.2.3 材料 5
第三章 钣金成形工艺设计 6
[资料来源:http://Doc163.com]
3.1 成形工艺方案的确定 6
3.1.1 成形工序性质与数量的确定 6
3.1.2 冲压工艺方案的分析与确定 6
3.2 冲压工艺参数的计算 7
3.2.1 工序尺寸的计算 7
3.2.2 排样设计 8
3.2.3 各工序冲压力的计算与冲压设备的选择 11
第四章 落料冲孔模具设计 15
4.1模具类型和结构形式的确定 15
4.1.1 模具结构类型的确定 15
4.1.2定位零件的选择 15
4.1.3卸料零件的选择 15
4.1.4出料方式的选择 15
4.1.5 模柄及固定零件 15
4.1.6 模架类型及模具组合形式的确定 17
4.2 模具刃口尺寸的计算 17
冲裁间隙的选择: 17
刃口尺寸计算原则 18
4.3 凹模设计 19
4.3.1 凹模外形的确定 19
4.3.2 凹模刃口结构形式的选择 20
[来源:http://www.doc163.com]
4.3.3 凹模精度与材料的确定 20
4.4 凸模的设计 20
4.4.1 凸模结构的确定 20
4.4.2 凸模材料的确定 21
4.4.4 凸模精度的确定 21
4.5 卸料板的设计 21
4.5.1 卸料板外型设计 21
4.5.2 卸料板材料的选择 21
4.5.3 卸料板整体精度的确定 22
4.6 固定板的设计 22
4.7垫板的设计 22
4.8压力机校核 22
4.9 装配图的绘制 23
4.10 螺钉、销钉的选用 23
第五章 弯曲模具设计 25
5.1模具类型和结构形式的确定 25
5.1.1 模具结构类型的确定 25
5.1.2 工件的定位方式的确定 25
5.1.3 卸料与出件方式的确定 25
5.2 模具零件的设计与选用 25
5.2.1 工作零件的设计 25 [资料来源:http://www.doc163.com]
5.3 模具图样的绘制及压力机校核 25
5.3.1 模具装配图的绘制 25
5.3.2 模具主要零件图的绘制 26
5.3.3 压力机技术参数的校核 27
第六章 模具材料的选用要求和选择原则 28
6.1冷冲模材料的选用要求 28
6.2材料的选择原则 28
6.3冲裁模具的调试 29
6.4模具的检测 29
6.5 模具的工作原理与使用维护 30
设计总结 33
参考文献 34
上一篇:汽车水泵壳体压铸模模具设计(含CAD图,SolidWorks三维图)
下一篇:电机主极端板冲压模具设计与制造(含CAD零件图装配图)