
�а��ѹģ�ߵ����(���ѹ����)
���������Ͻ���,����Ҫ���������ֵ����.
1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
���Ͻ��ܣ�
����
һ����ѹ�ĸ���ص��뷢չ
��ѹ�����ð�װ�ڳ�ѹ�豸����Ҫ��ѹ�������ϵ�ģ�߶Բ���ʩ��ѹ����ʹ�������������Ա��Σ��Ӷ��������������׳Ƴ�ѹ���ѹ������һ��ѹ���ӹ���������ѹͨ�����ڳ����¶Բ��Ͻ�������μӹ�������Ҫ���ð������ӹ����������������Ҳ�����ѹ����ϳ�ѹ����ѹ�Dz���ѹ���ӹ������Լӹ�����Ҫ����֮һ�������ڲ��ϳ���������
��ѹ��ʹ�õ�ģ�߳�Ϊ��ѹģ�ߣ���Ƴ�ģ����ģ�ǽ����ϣ�������ǽ����������ӹ�����������ר�ù��ߡ���ģ�ڳ�ѹ��������Ҫ��û�з���Ҫ��ij�ģ��������ѹ���������Խ��У�û���Ƚ��ij�ģ���Ƚ��ij�ѹ���վ���ʵ�֡���ѹ������ģ�ߡ���ѹ�豸�ͳ�ѹ���Ϲ��ɳ�ѹ�ӹ�����Ҫ�أ�ֻ���������ϲ��ܵó���ѹ����
���е�ӹ������Լӹ�������������ȣ���ѹ�ӹ������ڼ������滹�Ǿ��÷��涼����������ص��ŵ㡣��Ҫ�������¡�
(1) ��ѹ�ӹ�������Ч�ʸߣ��Ҳ������㣬����ʵ�ֻ�е�����Զ�����������Ϊ��ѹ��������ģ�ͳ�ѹ�豸����ɼӹ�����ͨѹ�������г̴���Ϊÿ���ӿɴXʮ�Σ�����ѹ��Ҫÿ���ӿɴ����ٴ�����ǧ�����ϣ�����ÿ�γ�ѹ�г̾Ϳ��ܵõ�һ�������
��2����ѹʱ����ģ�߱�֤�˳�ѹ���ijߴ�����״���ȣ���һ�㲻�ƻ���ѹ���ı�������,��ģ�ߵ�����һ��ϳ�,���Գ�ѹ�������ȶ�,�����Ժ�,���С�һģһ������������ [������Դ��www.doc163.com]
��3����ѹ�ɼӹ����ߴ緶Χ�ϴ���״�ϸ��ӵ��������С���ӱ�����������������������Ǽ��ȣ����ϳ�ѹʱ���ϵ������Ӳ��ЧӦ����ѹ��ǿ�ȺնȾ��ϸߡ�
��4����ѹһ��û����м�������ɣ����ϵ����Ľ��٣��Ҳ������������豸�������һ��ʡ�ϣ����ܵļӹ���������ѹ���ijɱ��ϵ͡�
���ǣ���ѹ�ӹ���ʹ�õ�ģ��һ�����ר���ԣ���ʱһ�����������Ҫ����ģ�߲��ܼӹ����Σ���ģ�� ����ľ��ȸߣ�����Ҫ��ߣ��Ǽ����ܼ��β�Ʒ�����ԣ�ֻ���ڳ�ѹ�����������ϴ������£���ѹ�ӹ����ŵ���ܳ�����֣��Ӷ���ýϺõľ���Ч�档
��ѹ�ء����ִ���ҵ�����У������Ǵ�����������Ӧ��ʮ�ֹ㷺���൱��Ĺ�ҵ����Խ��Խ��ز��ó�ѹ���ӹ���Ʒ�㲿������������ũ�����������DZ������ӡ����ա����졢�ҵ缰�Ṥ����ҵ������Щ��ҵ�����У���ѹ����ռ�ı��ض��൱�Ĵ�����60%���ϣ�����90%���ϡ����ٹ�ȥ�ö���=����������ӹ������������������ڴ����Ҳ�������ᡢ�նȺõij�ѹ�������档��˿���˵����������в��²��ó�ѹ���գ����ҵ����Ҫ�������Ч�ʺͲ�Ʒ���������������ɱ������ٽ��в�Ʒ���»����ȶ�������ʵ�� �ġ�
��һ����ü����շ���
1. ���ϣ�08F�ְ�������̼�ؽṹ�֣��������õĿɳ�ѹ���ܡ� [������Դ��http://Doc163.com]
2. �����ṹ��״����ü��ڡ�����Ӧ���������м�����ǣ�Ϊ���ģ�����������齫����90����Ǹ�ΪR1��Բ�ǡ�
3ģ��С�ߴ�У�� ���顴�����ѹ����������3-9����ģ��� ��С�ߴ磻d=0.9t
=0.9*2
=1.8
С��3.5���Գ��
4. �ߴ羫�ȣ����ͼ�����гߴ��δ��ע��������ɳߴ磬�ɰ�IT14��ȷ�������ߴ�Ĺ�����顴����������뼼������������2-4�ã����ߴ繫��Ϊ��
54-0.74��34-0.62��30-0.52��16-0.44��17��0.22����3.5+0.3
���ۣ����Գ��
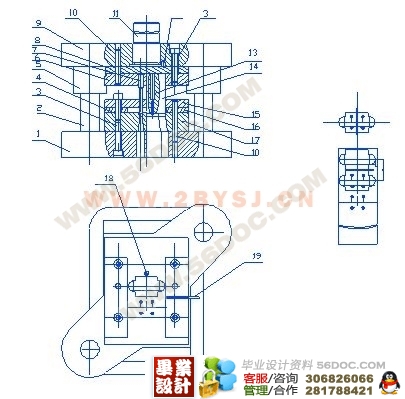
������ ȷ�����շ�����ģ�߽ṹ��ʽ
�������������ߴ羫��Ҫ�ߣ���״�������������ϴ��ݲ��ϽϺ�2mm�����ص㣬Ϊ��֤��λ���ȣ���ģ�нϸߵ������ʣ�ͨ���Ƚϣ�����ʵ�й����еĹ��շ�������ȡ���õ��������ж�λ������ж��װ�á���Ȼ©�Ϸ�ʽ���������ģ�ṹ��ʽ��
������ ģ����Ƽ���
1������ �������Ͽ��ȼ�ȷ������
���Ȳ顴�����ѹ��������ȷ�����ֵ�����������״���������䰴����ȡ���ֵb=2,��߰�Բ��ȡ���ֵa=2��
����ģ���ϲ���Ϊ32mm��
���Ͽ��Ȱ���Ӧ�Ĺ�ʽ���㣺�顴�����ѹ��������ʽ3-21
B=(D+2a)-�S ���3.15�����Ͽ������ �S=0.6
B=(54+2��2)-0.6
=58-0.6

Ŀ¼
���ۡ�������������������������������������������������������������
���ģ�����Ŀ��������������������������������������������������
��һ����ü����շ�����������������������������������������.����
������ ȷ�����շ�����ģ�߽ṹ��ʽ������������.������������
������ ģ����Ƽ��㡭������������������������������.����..����
1������ �������Ͽ��ȼ�ȷ�����������������������.����..��.
2�����ʼ��㡭��������������������������������������.��..����
3�������ܳ�ѹ��������������������������������.. ����.. ������..
4��ȷ��ѹ�����ġ�����������������������������.. ������. ����..
5����ģ�пڳߴ缰����ļ��㡭��������������. .. ������. ����... [������Դ��http://Doc163.com]
6. ȷ������Ҫ����ṹ�ߴ硭����������.............. .. �������� ����..
��1����ģ���γߴ��ȷ��������������������.. .. ����.. ������..
��2��ģ����L1��ȷ��������������������������.. ��������..
��3����Ʋ�������ͼ��ѡȡ��������������.. .... .. ����������.
���壩���ƷDZ����ͼ������������������������... .. ..������..
(��) ģ����Ҫ����ӹ����չ�̵��ơ���������������������...
��װ���ա�����������������������������������. ������. ��.��...
���ļӹ����ա�������������������������������. ����. ��.��...
ģ�̶���ļӹ����ա�����������������������. ��. ������. ....
����ģ�ļӹ����ա�������������������������.. ��. ������.. ...
�������ļӹ����ա���������������������������. ��. ������.. ...
���ģ�ļӹ����ա�����������������������. ��. ��. ������. ....
(��ҵ���)
ж�ϰ�ӹ����ա���������������������������. ��. ��.������.. ...
��ģ�ӹ����ա�������������������������������. ��. ������.. ...
���ϰ�ӹ����ա�������������������������... ��. ��. ����.��. ...
ʼ�嵲�����ļӹ����ա�������������������. ��. ��. ����.��.. ... [��Դ��http://Doc163.com]
��ᡭ. ��. ������. ... ��. ��. ����. ������. ... ��. ��. ������. ��������...
�����. ��. ������. ... ��. ��. ����. ������. ... ��. ��. ������.����. ...
��ͼֽ. ��. ������. ... ��. ��. ����. ������. ... ��. ��. ������.����. .......
һ����ѹ�ĸ���ص��뷢չ
��ѹ�����ð�װ�ڳ�ѹ�豸����Ҫ��ѹ�������ϵ�ģ�߶Բ���ʩ��ѹ����ʹ�������������Ա��Σ��Ӷ��������������׳Ƴ�ѹ���ѹ������һ��ѹ���ӹ���������ѹͨ�����ڳ����¶Բ��Ͻ�������μӹ�������Ҫ���ð������ӹ����������������Ҳ�����ѹ����ϳ�ѹ����ѹ�Dz���ѹ���ӹ������Լӹ�����Ҫ����֮һ�������ڲ��ϳ���������
��ѹ��ʹ�õ�ģ�߳�Ϊ��ѹģ�ߣ���Ƴ�ģ����ģ�ǽ����ϣ�������ǽ����������ӹ�����������ר�ù��ߡ���ģ�ڳ�ѹ��������Ҫ��û�з���Ҫ��ij�ģ��������ѹ���������Խ��У�û���Ƚ��ij�ģ���Ƚ��ij�ѹ���վ���ʵ�֡���ѹ������ģ�ߡ���ѹ�豸�ͳ�ѹ���Ϲ��ɳ�ѹ�ӹ�����Ҫ�أ�ֻ���������ϲ��ܵó���ѹ����
���е�ӹ������Լӹ�������������ȣ���ѹ�ӹ������ڼ������滹�Ǿ��÷��涼����������ص��ŵ㡣��Ҫ�������¡�
(1) ��ѹ�ӹ�������Ч�ʸߣ��Ҳ������㣬����ʵ�ֻ�е�����Զ�����������Ϊ��ѹ��������ģ�ͳ�ѹ�豸����ɼӹ�����ͨѹ�������г̴���Ϊÿ���ӿɴXʮ�Σ�����ѹ��Ҫÿ���ӿɴ����ٴ�����ǧ�����ϣ�����ÿ�γ�ѹ�г̾Ϳ��ܵõ�һ�������
��2����ѹʱ����ģ�߱�֤�˳�ѹ���ijߴ�����״���ȣ���һ�㲻�ƻ���ѹ���ı�������,��ģ�ߵ�����һ��ϳ�,���Գ�ѹ�������ȶ�,�����Ժ�,���С�һģһ������������ [������Դ��www.doc163.com]
��3����ѹ�ɼӹ����ߴ緶Χ�ϴ���״�ϸ��ӵ��������С���ӱ�����������������������Ǽ��ȣ����ϳ�ѹʱ���ϵ������Ӳ��ЧӦ����ѹ��ǿ�ȺնȾ��ϸߡ�
��4����ѹһ��û����м�������ɣ����ϵ����Ľ��٣��Ҳ������������豸�������һ��ʡ�ϣ����ܵļӹ���������ѹ���ijɱ��ϵ͡�
���ǣ���ѹ�ӹ���ʹ�õ�ģ��һ�����ר���ԣ���ʱһ�����������Ҫ����ģ�߲��ܼӹ����Σ���ģ�� ����ľ��ȸߣ�����Ҫ��ߣ��Ǽ����ܼ��β�Ʒ�����ԣ�ֻ���ڳ�ѹ�����������ϴ������£���ѹ�ӹ����ŵ���ܳ�����֣��Ӷ���ýϺõľ���Ч�档
��ѹ�ء����ִ���ҵ�����У������Ǵ�����������Ӧ��ʮ�ֹ㷺���൱��Ĺ�ҵ����Խ��Խ��ز��ó�ѹ���ӹ���Ʒ�㲿������������ũ�����������DZ������ӡ����ա����졢�ҵ缰�Ṥ����ҵ������Щ��ҵ�����У���ѹ����ռ�ı��ض��൱�Ĵ�����60%���ϣ�����90%���ϡ����ٹ�ȥ�ö���=����������ӹ������������������ڴ����Ҳ�������ᡢ�նȺõij�ѹ�������档��˿���˵����������в��²��ó�ѹ���գ����ҵ����Ҫ�������Ч�ʺͲ�Ʒ���������������ɱ������ٽ��в�Ʒ���»����ȶ�������ʵ�� �ġ�
��һ����ü����շ���
1. ���ϣ�08F�ְ�������̼�ؽṹ�֣��������õĿɳ�ѹ���ܡ� [������Դ��http://Doc163.com]
2. �����ṹ��״����ü��ڡ�����Ӧ���������м�����ǣ�Ϊ���ģ�����������齫����90����Ǹ�ΪR1��Բ�ǡ�
3ģ��С�ߴ�У�� ���顴�����ѹ����������3-9����ģ��� ��С�ߴ磻d=0.9t
=0.9*2
=1.8
С��3.5���Գ��
4. �ߴ羫�ȣ����ͼ�����гߴ��δ��ע��������ɳߴ磬�ɰ�IT14��ȷ�������ߴ�Ĺ�����顴����������뼼������������2-4�ã����ߴ繫��Ϊ��
54-0.74��34-0.62��30-0.52��16-0.44��17��0.22����3.5+0.3
���ۣ����Գ��
������ ȷ�����շ�����ģ�߽ṹ��ʽ
�������������ߴ羫��Ҫ�ߣ���״�������������ϴ��ݲ��ϽϺ�2mm�����ص㣬Ϊ��֤��λ���ȣ���ģ�нϸߵ������ʣ�ͨ���Ƚϣ�����ʵ�й����еĹ��շ�������ȡ���õ��������ж�λ������ж��װ�á���Ȼ©�Ϸ�ʽ���������ģ�ṹ��ʽ��
������ ģ����Ƽ���
1������ �������Ͽ��ȼ�ȷ������
���Ȳ顴�����ѹ��������ȷ�����ֵ�����������״���������䰴����ȡ���ֵb=2,��߰�Բ��ȡ���ֵa=2��
����ģ���ϲ���Ϊ32mm��
���Ͽ��Ȱ���Ӧ�Ĺ�ʽ���㣺�顴�����ѹ��������ʽ3-21
[��Ȩ���У�http://DOC163.com]
B=(D+2a)-�S ���3.15�����Ͽ������ �S=0.6
B=(54+2��2)-0.6
=58-0.6
Ŀ¼
���ۡ�������������������������������������������������������������
���ģ�����Ŀ��������������������������������������������������
��һ����ü����շ�����������������������������������������.����
������ ȷ�����շ�����ģ�߽ṹ��ʽ������������.������������
������ ģ����Ƽ��㡭������������������������������.����..����
1������ �������Ͽ��ȼ�ȷ�����������������������.����..��.
2�����ʼ��㡭��������������������������������������.��..����
3�������ܳ�ѹ��������������������������������.. ����.. ������..
4��ȷ��ѹ�����ġ�����������������������������.. ������. ����..
5����ģ�пڳߴ缰����ļ��㡭��������������. .. ������. ����... [������Դ��http://Doc163.com]
6. ȷ������Ҫ����ṹ�ߴ硭����������.............. .. �������� ����..
��1����ģ���γߴ��ȷ��������������������.. .. ����.. ������..
��2��ģ����L1��ȷ��������������������������.. ��������..
��3����Ʋ�������ͼ��ѡȡ��������������.. .... .. ����������.
���壩���ƷDZ����ͼ������������������������... .. ..������..
(��) ģ����Ҫ����ӹ����չ�̵��ơ���������������������...
��װ���ա�����������������������������������. ������. ��.��...
���ļӹ����ա�������������������������������. ����. ��.��...
ģ�̶���ļӹ����ա�����������������������. ��. ������. ....
����ģ�ļӹ����ա�������������������������.. ��. ������.. ...
�������ļӹ����ա���������������������������. ��. ������.. ...
���ģ�ļӹ����ա�����������������������. ��. ��. ������. ....
(��ҵ���)
ж�ϰ�ӹ����ա���������������������������. ��. ��.������.. ...
��ģ�ӹ����ա�������������������������������. ��. ������.. ...
���ϰ�ӹ����ա�������������������������... ��. ��. ����.��. ...
ʼ�嵲�����ļӹ����ա�������������������. ��. ��. ����.��.. ... [��Դ��http://Doc163.com]
��ᡭ. ��. ������. ... ��. ��. ����. ������. ... ��. ��. ������. ��������...
�����. ��. ������. ... ��. ��. ����. ������. ... ��. ��. ������.����. ...
��ͼֽ. ��. ������. ... ��. ��. ����. ������. ... ��. ��. ������.����. .......