
ͭƬ���ϳ��ģ���(������¼)
1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
ժ Ҫ
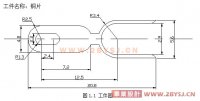
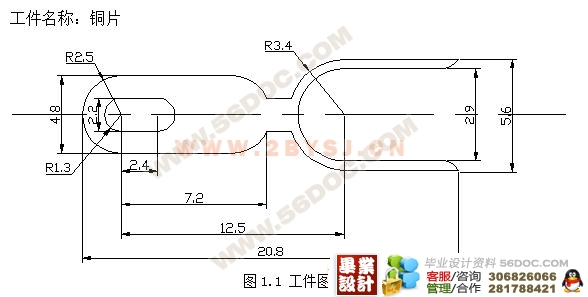
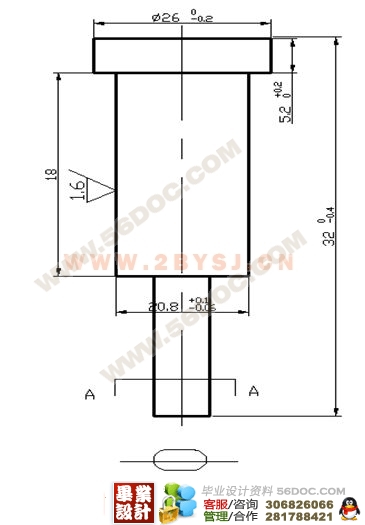
�ұ�����Ƶ����ΪͭƬ���ϳ��ģ�����õIJ���ΪQSn4-4-2.5ͭƬ���Ϊ ����������Ϊ����������֤�����������,��������μ�,���ں�����������С���ϣ����ó��ģ�ӹ������Ժá�
���ȶ���������˹����Է�����Ȼ��ѡ�ú����Ĺ��������������������������ɸ�ģ�ߵ���Ҫ��Ƽ��㣬��ģ�������ֵ���Ƽ��㣬������Ҫ�㲿���Ľṹ��ƣ�ѡ����ʵ�ģ�߲��ϡ�
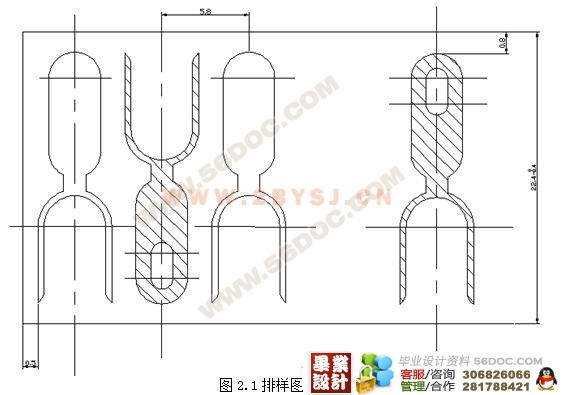
���г�ѹ��ƾ��Ǹ������е������������ۺϿ���Ӱ����������˳�����еĸ��������أ�������������������������ŵ�ѡ�ã�ȷ�������ղ����Ĵ�С�ͱ仯��Χ�����ģ�ߣ�ѡ���豸�ȣ���ʹ����������������̴ﵽ���ʣ��߲����ͺģ���ȫ��Ŀ�ġ�
[������Դ��https://www.doc163.com]
�ؼ��ʣ����ģ����ģ��ͭƬ
���Ҫ��
1. ģ��ͼ�������
2. �й�ģ�߹����㲿���Ĺ��ռ��㼰ģ�����
3. ģ�����칤�ձ�����װ��У�� [��Ȩ���У�http://DOC163.com]
��ѹ���նԲ��ϵĻ���Ҫ����Ҫ�ǣ�
Ϊ�������ڳ�ѹ���κ��Ƽ���������ߣ�����Ӧ�������õij�ѹ�������ܡ�����ѹ������������ϵĻ�е����������أ�ͨ��Ҫ�����Ӧ���У���������Ͻ�ʡ��������١�ģ�ӹ������ס������ϸߡ��������㼰��Ʒ�����ȶ���Ҫ��
��ѹ�����շ�����
�ù���ֻ�����Ϻͳ��������,����Ϊ ���������õij�ѹ�������ó�á������ṹ��Լ�,�и��� �� �ļ���,������ ��Բ��֮�����Ϊ ,����һ���ں�Ϊ �IJ��νṹ���������õij�����ܣ������ߴ�ȫΪ���ɹ���,�ɿ��� ��������Ҫ��ϸߡ������Ͼ����������ͼ������ע�ijߴ繫����Ƚϣ�����Ϊ������ľ���Ҫ���ܹ��ڳ�üӹ��еõ���֤�������ߴ��ע�����������������Ҳ�����ϳ�õĹ���Ҫ��
1.2 ��ѹ���շ�����ȷ��
�ù����������ϡ�������������������ַ�����
����һ�������Ϻ��ף����õ�����ģ������
�����������ϡ�����ϳ�ѹ�����ø���ģ������
����������ס����ϼ�����ѹ�����ü���ģ������
����һģ�߽ṹ����������ģ�ߣ��ɱ���������Ч�ʵͣ��������������������������ֻ��һ��ģ�ߣ������ľ��ȼ�����Ч�ʶ���Խϸߣ�������Ҫ���ҳɱ���ԽϵͲ������㣻������Ҳֻ��һ��ģ�ߣ���������Ҳ������Ҫ�����ڱ���ģ�߱Ƚϼ����ø÷��������ԱȽϸߡ��ü����÷�����Ϊ��ѡ�


Ŀ ¼
��������� I
ժ Ҫ 1
1 ��ѹ���Ĺ����Է����뷽��ȷ�� 4
1.1 ��ѹ�������Է��� 4
1.2 ��ѹ���շ�����ȷ�� 5
2 ��Ҫ��Ƽ��� 6
2.1 ����������ȷ�������� 6
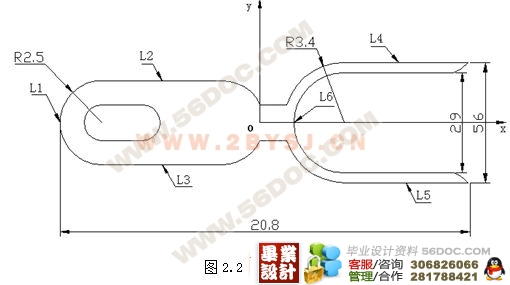
2.2 ������ļ��� 7
2.3 ѹ�����ĵ�ȷ������ؼ��� 8
2.4��������пڳߴ���� 9
2.5 ж������Ʊ� 12
3 ģ�ߵ�������� 14
3.1 ģ�����͵�ѡ�� 14
3.2 ��λ��ʽ��ѡ�� 14
(��ҵ��� )
3.3 ж�ϩp��������ʽ��ѡ�� 14
4 ����Ľṹ��� 16
4.1 ����ģ����� 16
4.2 ���ģ����� 19
4.3 ���ϰ���� 19
4.4 ж�ϲ������ 20
5 ģ�߲��ϵ�ѡ�ü������㲿������� 21
5.1 ģ�߲��ϵ�ѡ�� 21
5.2 ģ�ܵ�ѡ�� 22
6 ģ����װͼ 24
7 ģ������ӹ����� 27
8 ģ�ߵ�װ��ͳ��ģ�ߵ��Գ� 29
8.1 ģ�ߵ�װ�� 29
8.2 ģ�ߵĹ������� 30
8.3 ���ģ�ߵ��Գ� 30
�� л 33
����� 34
[������Դ��http://doc163.com]