
不锈钢饭盒冲压工艺及模具设计(含CAD零件图装配图)

不锈钢饭盒冲压工艺及模具设计(含CAD零件图装配图)(论文说明书11000字,CAD图纸14张)
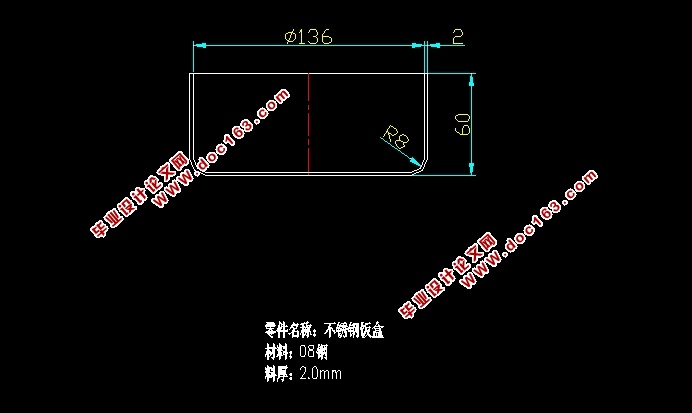
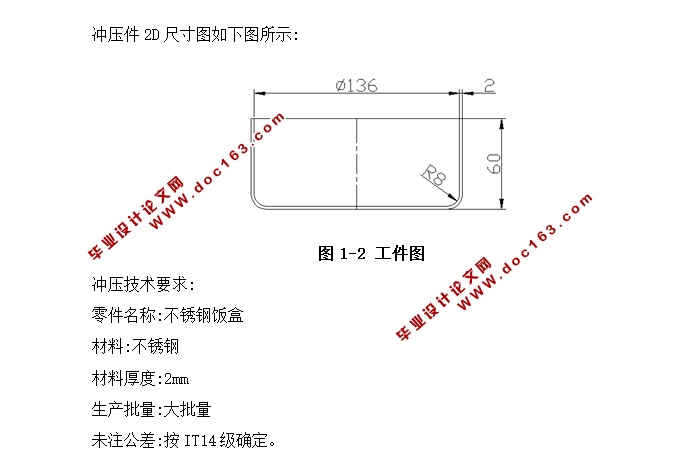
冲压技术要求:
零件名称:不锈钢饭盒
材料:不锈钢
材料厚度:2mm
生产批量:大批量
未注公差:按IT14级确定。
2 零件的工艺性分析.
2.1 零件的工艺性分析
该零件材料为不锈钢,圆筒外径φ140mm, 壁厚为2mm,底部没有孔,工件结构中等复杂,此工件满足冲裁的加工要求。工件尺寸按照IT14级精度加工,尺寸精度低,普通冲裁完全满足要求。
2.2 冲裁件的精度与粗糙度
冲裁件的基本公差等级不高于IT14级,一般落料公差等级最好低于IT10级,拉伸件公差等级最好低于IT9级,因此可用于一般精度的冲裁,普通冲裁可以达到要求。
[资料来源:http://doc163.com]


目 录
目 录 III [版权所有:http://DOC163.com]
1. 绪 论 1
1.1冲压的概念、特点及应用 1
1.2 冲压的基本工序及模具 1
1.3 冲压技术的现状及发展方向 2
2 零件的工艺性分析. 4
2.1 零件的工艺性分析 4
2.2 冲裁件的精度与粗糙度 4
2.3 冲裁件的材料 4
2.4 确定工艺方案. 4
3 冲压模具总体结构设计 5
3.1模具类型 5
3.2 操作与定位方式 5
3.3 卸料与出件方式 5
3.4 模架类型及精度 5
4.冲压模具工艺与设计计算 5
4.1 毛坯尺寸计算 5
4.2 毛坯外径尺寸计算 6
4.3 排样设计与计算 6
4.4 设计冲压力与压力中心,初选压力机. 8
4.4.1计算各工序压力 9
4.4.2压力中心 11 [资料来源:https://www.doc163.com]
4.4.3冲压设备的选择 11
4.5 计算凸、凹模刃口尺寸和公差 11
5 落料拉伸模具结构的设计 13
5.1 凸模和凹模连接固定方法设计 13
5.1.1 落料凹模外形结构和固定方法设计 13
5.1.2 凸模的设计 14
5.2 卸料和压边方法设计 14
5.3位零件的设计 15
5.4柱、导套的选用 15
5.5 模架及其零件的设计 16
5.6 模具总装结构设计 16
5.7 模具工作过程 17
6 落料拉伸零部件设计 18
6.1 拉深凸模 18
6.2 落料凹模 18
6.3 凸凹模 19
6.4 模架 19
6.5 模柄 20
6.6 定位零件 20
6.6.1 挡料销 20
6.6.2 导料销 21
6.7 其他支撑与固定零件 21
6.7.1 凸模固定板 21
6.7.2 垫板 21
6.7.3 紧固件 22
7 模具的装配 22
7.1 复合模的装配 22
7.2 凸、凹模间隙的调整 22
总 结 24
致 谢 25
参考文献 26
[资料来源:http://www.doc163.com]