
轴承端盖冲压级进模的设计(含CAD零件装配图)

轴承端盖冲压级进模的设计(含CAD零件装配图)(任务书,中期检查表,论文说明书10800字,CAD图纸12张)
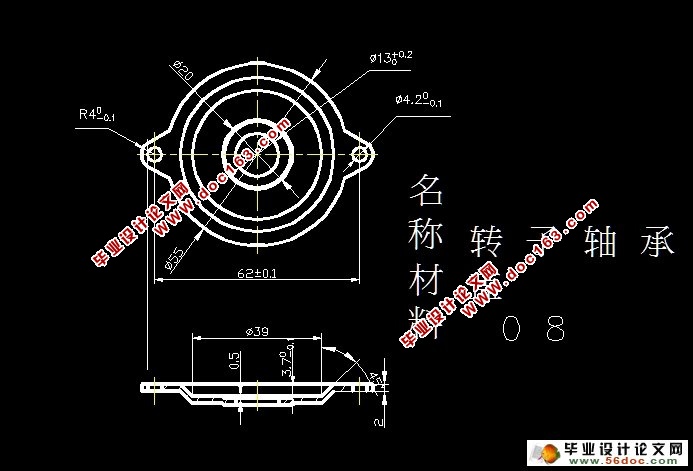
此工件为带有凸缘圆筒形工件,而且拉深的结构是台阶形状的结构,拉深的筒臂有一定的倾斜角度是45°,在拉深件的底部有一个直径13的孔,在零件的外形上有两个耳朵,并且耳朵上有两个直径4的孔,要求有一定的外形尺寸要求,没有厚度不变的要求。此工件的拉深部分形状满足拉深的工艺要求,可采用拉深工序加工。而对于零件孔与外形结构和材料的性质都满足冲裁工艺的要求,所以零件的空结构与外形结构分别采用冲孔与落料的冲压工序完成。由于本零件需要经过拉深,冲孔落料工序方可成形。首先应当对此零件进行冲裁和拉深的工艺性分析,冲裁工艺性是指冲裁件对冲裁工艺的适应性,所谓冲裁工艺性好是指能用普通的冲裁方法,在模具寿命和生产率较高,成本较低的条件下得到质量合格的冲裁件。因此,冲裁件的结构形状,尺寸大小,精度等级,材料及厚度应当符合冲裁工艺性要求。冲裁件的结构工艺性要求是冲裁件的形状应力求简单,对称,有利于材料的合理利用。冲裁件的内形及外形的转角处要尽量避免尖角,应当用圆弧过渡,同时也应当尽量避免冲裁件上有过长的凸出悬臂和凹槽,如果有的话悬臂和凹槽的宽度也不宜过小,另外为了避免工件变形和保证模具的强度,孔边距和孔间距不能过小。在拉深件上冲孔时,孔边与直壁之间应保持一定的距离,以避免冲孔时凸模受水平推力而折断,冲孔时因受凸模强度的限制,孔的尺寸不应太小,否则凸模易折断或压弯。d≥1.5t。冲裁件的尺寸精度和表面粗糙度也有一定的要求,一般冲裁件的精度可以分为精密精度和经济精度。精密级是指冲压工艺在技术上所允许的最高精度,而经济精度是指模具达到最大许可磨损时,其所完成的冲压加工在技术上可以实现而在经济上又最合理的精度,既是所谓经济精度。为了降低冲压成本,获得最佳的技术经济效果,在不影响冲裁件的使用要求的前提下,应尽量采用经济精度。在实际生产中冲裁件的经济精度等级不高于IT11级。冲裁件的基准应尽可能与其冲压时定位基准重合。拉深件的工艺性要求拉深件的尺寸精度应在IT13级以下,不宜高于IT11级。另外拉深件的形状应尽量简单对称,尽可能一次拉深成形。需多次拉深的零件,在保证必要的表面质量前提下,应当允许内,外表面存在拉深过程中可能产生的痕迹,在保证装配的要求的前提下,应允许拉深件侧壁有一定的斜度,拉深件的底或凸缘上的孔边到侧壁的距离应满足:a≥R+0.5t,拉深件的底与壁,凸缘与壁,矩形件四角的圆角半径应满足:rd≥t,R≥2t,r≥3t。否则应增加整形工序。拉深件的尺寸标注,应注明保证外形尺寸还是内形尺寸,不能同时标注内外形尺寸。带台阶的拉深件,其高度方向的尺寸标注一般应以低部为基准,若以上部为基准,高度尺寸不易保证。 [资料来源:http://www.doc163.com]


[资料来源:http://doc163.com]
目 录
摘要 ………………………………………………………………………… …. …….1
绪论……………………………………………………………….….……………… …1
第1章 轴承端盖冲压工艺的分析……….…………………….…. ……….…… 5
1.1拉深冲压件工艺分析 …………………………………………………………… 5
1.2拉深冲压工艺计算和工艺方案...…….………………………..………………… 5 [来源:http://Doc163.com]
1.3压力、压力中心计算及压力机的选用 ……………………….……….....………9
第2章 模具的结构设计…………..….…… ……………………….…..... …………10
2.1模具工作部分的计算………………………………………………….…………...10
2.2模具零件的结构设计…………………………….………………………...……....16
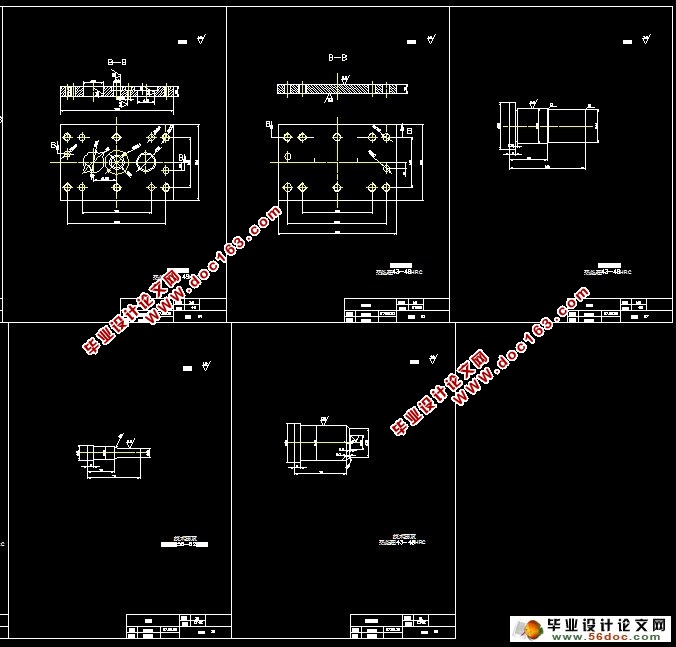
2.3模具总装图 …….…………….…………….…………….…………….…………23 [来源:http://www.doc163.com]
第3章 冲压级进模具的安装与调试...………...………...………...………...…….25
3.1冲压级进模具的安装 ………………………………………………….25
3.2冲压级进模具调试 …………………………………………………26
结束语……………………………….……………………..………………...………...29
致谢…………………………… ………………………………………………………30
[资料来源:https://www.doc163.com]
参考文献………………………… .…………………..……..……………….……...31 [来源:http://Doc163.com]
上一篇:中铰链落料冲孔模具设计(含CAD零件装配图,工艺卡)