
汽车玻璃升降器外壳冲压工艺模具设计(含CAD零件装配图,工艺卡)

资料介绍:
汽车玻璃升降器外壳冲压工艺模具设计(含CAD零件装配图,工艺卡)(任务书,开题报告,中期检查表,论文说明书10000字,CAD图纸9张,工艺卡)
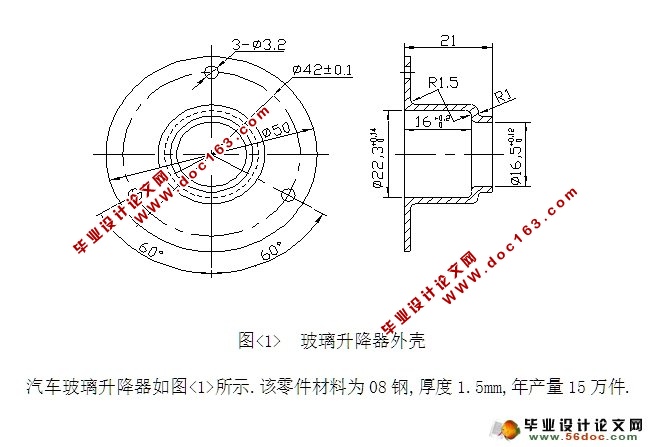
该零件是汽车车门上玻璃升降器的外壳.升降器的传动机构装于外壳内腔,并通过外壳凸缘上均布的三个 3.2mm小孔,以铆钉铆接在车门的座板上.一传动轴以IT11级的间隙配合装在外壳右端 16.5mm的承托部位,摇动手柄可通过传动轴及其他零件,推动车门玻璃升降.
外壳内腔主要配合尺寸 16.5 mm、 16 mm、 22.3 mm为IT11~12级,为使外壳与座板铆装后,保证外壳承托部位 16.5mm处于正确位置,三个小孔 3.2mm与 16.5mm的相互位置要准确,小孔中心圆直径 42±0.1mm为IT10级.
[资料来源:http://www.doc163.com]

[资料来源:http://www.doc163.com]
目录
绪论 1
第1章 零件的冲压工艺性分析 3
1.1 零件的使用条件和技术要求 3
1.2 冲压工艺性分析 3
第2章 工艺方案的确定 4
2.1 计算坯料尺寸 4
2.2 计算拉深次数 4
2.3 冲压工艺方案的确定 5
第3章 工艺计算 7
3.1 确定排样、裁板方案 7
3.2 确定各中间工序尺寸 8
3.3 计算各工序压力、选用压力机 8
第4章 编写冲压工艺卡片 12
第5章 模具设计 14
5.1 模具结构形式选择 17
5.2 模具工作零件设计 18
5.3 模具其他零件的选取与设计 19
第6章 编写主要零件的加工工艺 20
第7章 模具的装配与调试 21
7.1 模具的装配: 22
7.2 模具的调试 23 [版权所有:http://DOC163.com]
设计总结 24
参考文献 25
致谢 26
插图清单
图1 工件 3
图2 外壳低部成形方案 3
图3 冲孔翻边前工序件形状和尺寸 5
图4 首次拉深工序件尺寸 8
图5 二次拉深工序件尺寸 8
图6 外壳冲压工序图 9
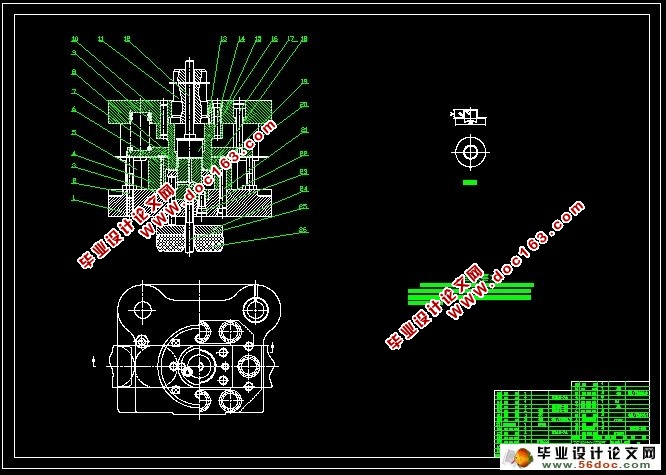
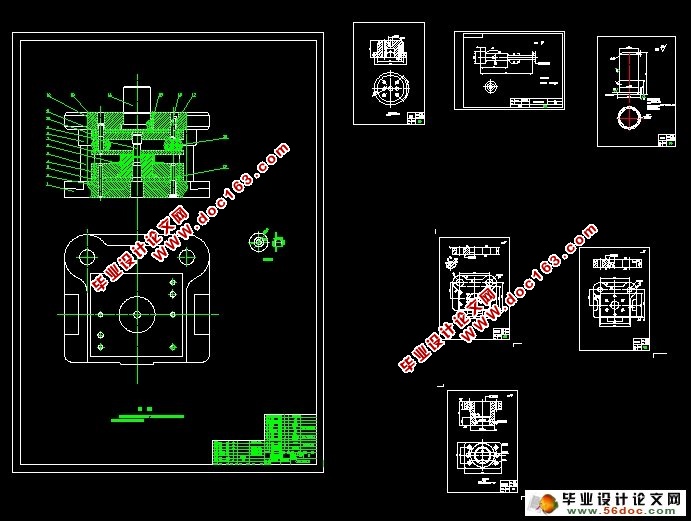
图7 落料拉深复合模总装示意图 18
图8 落料凹模图 19
图9 凸凹模图 19
表格清单
(1)冲压工艺卡片
(2)凸模机械加工工艺卡
(3)凹模机械加工工艺卡 [版权所有:http://DOC163.com]
上一篇:上防尘垫圈冲压成形工艺及模具设计 (含CAD零件装配图,工艺卡)