
球形端盖注塑模具设计(含cad零件图和装配图)

球形端盖注塑模具设计(含cad零件图和装配图)(含开题报告,设计说明书8300字,CAD图纸10张)
中文摘要
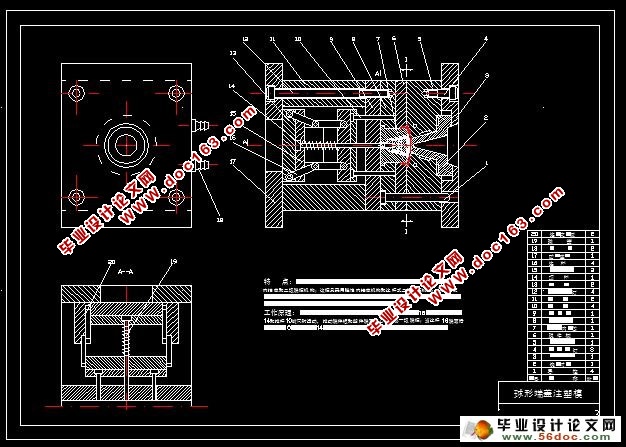
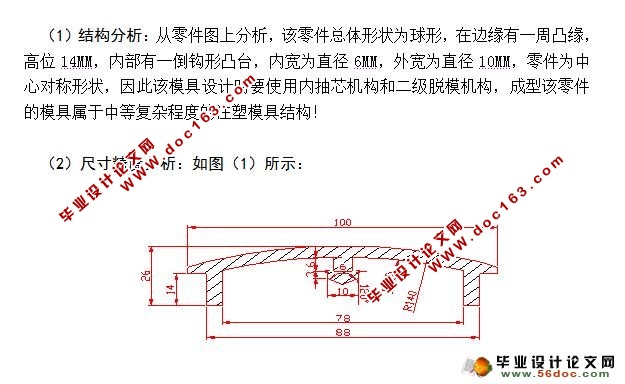
由该制件的结构特征可知,(1)其内部有一倒钩式凸台,因此需要内抽芯机构,内抽芯不同于一般的侧向分型与抽芯机构,因为它不能有很大的抽拔距,也很难利用开模合模动力;(2)由于制件外围有一圆环凸缘,由此又需要二级脱模机构,脱模机构的简单与否对模具的结构复杂程度和制造成本有很大的影响;(3)由于该材料为尼龙1010,其成型工艺比较复杂,根据本材料的成型工艺特性,设计合格的模具结构和成型工艺参数的选定是其又一个难点;(4)考虑到耗费,成本,成型周期,生产效率及后序加工方面,要才用合适的浇注系统,根据当前模具技术水平,选用效率高,耗费低的无流道浇注系统较为方便;,因此设计无流道模具又是本模具设计的一个核心。
Abstract
Should make the structure characteristic of the piece can know,(1) its inner part have a convex set of the inverted barbs type, so need inside take out the organization of core , inside take out the type that the core differ from the general side toward cent with take out the organization of core , because it can't have to take out to pull out to be apart from very greatly, also can hardly make use of to open the mold to match the mold motive;(2)Because make an outer circle contain a good luck with convex wreath, need to be second class to take off the mold organization again from here, taking off the mold organization simple or not have very big influence to structure complicated degree and manufacturing costs of the molding tool;(3)Because that material is a nylon 1010, it models the craft more complicated, model the craft characteristic according to this material, design the qualified molding tool structure and model the craft parameter to make selection is it is again an a little bit difficult;(4)In consideration of waste, cost, model the period, produce the efficiency and the empress prefaces to process the aspect, want to just use to sprinkle to note the system fitly, according to current the molding tool technique level, choose to use the efficiency high, waste low did not flow the way to sprinkle to note the system more convenient;, So design and each didn't flow a molding tool and is this molding tool design of a core.Summary [版权所有:http://DOC163.com]
第1章.模塑工艺规程的编制:
1.1. 塑件工艺性分析:
1.1.1.塑件的原材料分析;
塑件的材料才用尼龙1010,属于热塑性塑料,从使用性能上看该塑料性质坚韧、耐磨、耐疲劳、耐油、耐水、抗霉菌,其尼龙1010半透明,吸水性较小,且熔点高。
从成型工艺看,其属于结晶型塑料,熔融温度范围窄,且热稳定性能差,
温超过300℃、滞留30分钟即分解,且流动性能好,容易溢料,易发生“流涎现象”成型收缩率大,易发生缩孔、凹痕,所以成型条件要稳定,料温不宜超过300℃,应该低模温低料温,高注射压力以及采用白油脱模剂等措施!
[来源:http://www.doc163.com]
说明书目录
1.绪论......................................... 第1页;
2.模塑工艺规程的编制............................ 第3页;
3.注塑模的结构设计.............................. 第6页;
4.模具设计的有关计算............................ 第10页;
5. 模具加热与冷却系统的计算..................... 第12页;
6. 其它零件的设计及模具的闭合高度的确定......... 第13页;
7. 注塑机有关参数的校核......................... 第14页;
8. 试模可能产生的问题及改善措施..................第15页;
9.模具典型零件加工工艺过程卡片.................. 第18页;
10.设计小结......................................第19页;
11.致谢......................................... 第20页;
12.参考资料..................................... 第21页;
[资料来源:http://doc163.com]