
遥控器塑料模具设计及三维建模

遥控器塑料模具设计及三维建模(任务书,外文翻译,设计说明书11500字,CAD图纸8张,答辩PPT)
摘 要
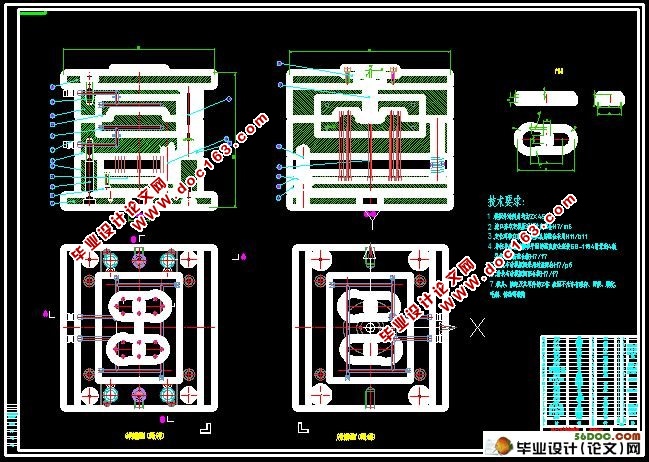
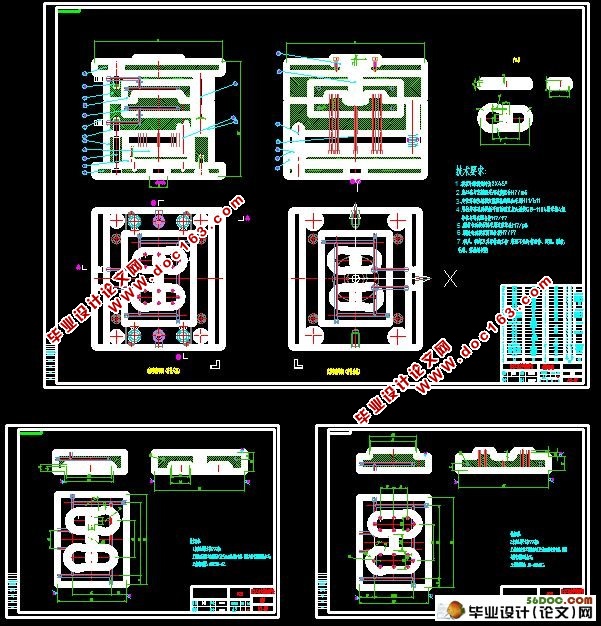
本次毕业设计的课题为遥控器底壳的注射成型模具设计,主要从遥控器底壳材料特性、成型性能及遥控器底壳的形状、型腔结构等多角度详细分析了遥控器底壳注塑加工工艺性。因产品为大批量生产,且零件体积较大、结构较为简单,故采用“一模2件”的生产方式。初步选择注塑机的型号和规格,分析遥控器底壳结构及生产方式宜采用单分型结构,对浇注系统、成型零部件、导向及定位机构、脱模机构、冷却系统、模架各部件零件都进行了相关的计算和选择。最后,在参照遥控器底壳的体积、重量等参数后对注塑机的相关主要参数进行校核,以判断所选的注塑机能否满足注塑要求。
关键词:注射成型,一模两件,单分型面,注塑机
ABStract
The graduation design subject to cover the injection molding design, mainly from the plastic material characteristics, forming performance and plastic parts, die-cavity structure is analyzed in detail from multiple perspectives, such as plastic injection molding process technology. Because there is no batch production requirements, and small parts, simple structure, a mold piece of the means of production. Preliminary selection of type and specification, injection molded parts structure analysis and production mode, appropriate USES double type structure, gating system, forming parts, orientation and positioning and demoulding mechanism, cooling system, formwork components parts are made of calculation and choice. Finally, in the reference of the volume, weight after injection parameters such as the main parameters related to test to determine whether meet the selected injection molding requirements. [资料来源:http://www.doc163.com]
Key words:Injection molding; Mold One; Duplex profile; Injection molding machine;
2.1遥控器底壳的原材料分析
遥控器底壳的材料采用ABS,属热塑性塑料。ABS密度1.05~1.07g/cm3,抗拉强度35~63MPa,抗弯强度62~97MPa,拉伸弹性模量1587~2277MPa,弯曲弹性模量1380~2690MPa,收缩率0.3%~0.8%,常取0.55%,成型温度200~240℃。ABS塑料具有优良的综合性能,有极好的冲击强度、尺寸稳定性好、电性能、耐磨性、抗化学药品性、染色性,成型加工和机械加工较好。ABS树脂耐水、无机盐、碱和酸类,不溶于大部分醇类和烃类溶剂,适于制作一般机械零件,减磨耐磨零件,传动零件。
2.2成型特性及条件
1.无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的遥控器底壳须长时间预热干燥80-90度。
2、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
3、如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
4、流动性中等,溢边值0.04mm。
5、塑料的加热温度对遥控器底壳的质量影响较大,温度过高易于分解(分解温度为250℃)。成型时宜采用较高的加热温度(模温50~80℃)和较高的注射压力(柱塞式注射机:料温180~230℃,注射压力100~140MPa;螺杆式注射机:温度160~220℃,注射压力70~100MPa)。 [来源:http://Doc163.com]
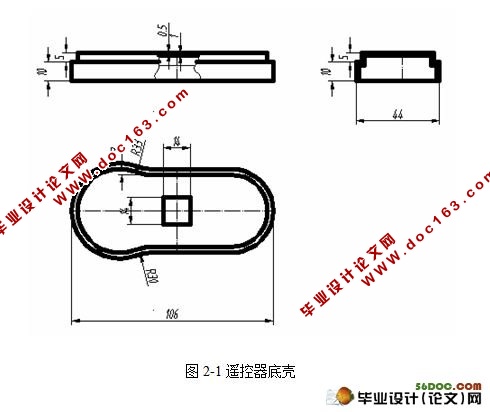
2.3遥控器底壳的结构和尺寸精度及表面质量分析
2.3.1结构分析
从零件图上分析,遥控器底壳的形状较复杂,带有一个侧面孔,侧抽芯给模具的加工带了很大的难度。遥控器底壳的注塑材料选用ABS,遥控器底壳的铰链的决定了遥控器底壳的重心的位置的所在。所以我们必须很好多处理遥控器底壳壁厚的均匀,譬如在注塑成型过程中因为壁厚的不均匀造成了收缩率的不一致,这样就只能通过有效的控制模具温度来调节收缩率。由于遥控器底壳的主体作用是起固定保护作用,它的内部结构就相应的给注塑带来了一定的难度。主要是它孔的壁厚相对壁厚有一定的差距,势必会在注塑的时候到来很大的牛顿减力,造成遥控器底壳填充不满的缺陷,可以考虑采用单浇口,但应用了UG的塑料顾问对其进行模仿CAE的注塑之后,发现会给遥控器底壳的表面带来更多的熔接痕和气孔。也可以利用模具的可靠的精度来定位,但是这样的话成本太高,而且易造成模具损坏。因为考虑到凹凸模形状的复杂,用整体形式是不利于损坏后的维修,适当的使用嵌件就可以解决这些问题,但不能利用过多的嵌件,不然的话就会造成型腔的强度与刚度不够。
[资料来源:http://Doc163.com]

目录
第一章 绪论 - 7 -
第二章 遥控器底壳的工艺性分析 - 9 -
2.1 遥控器底壳的原材料分析 - 9 -
2.2 成型特性及条件 - 9 -
2.3 遥控器底壳的结构和尺寸精度及表面质量分析 - 10 -
2.3.1结构分析 - 10 -
2.3.2尺寸精度分析 - 11 -
2.3.3表面质量分析 - 11 -
2.4 计算遥控器底壳的体积和重量 - 11 -
2.5 最大注射量的校核 - 11 -
2.6 注射压力的校核 - 12 -
2.7 开模行程相关尺寸校核 - 12 -
2.8 锁模力的校核 - 13 -
第三章 初选注射成型机的型号和规格 - 14 -
3.1 注射成型机的型号和规格 - 14 -
3.2 遥控器底壳注射工艺参数的确定 - 15 -
第四章 注射模的结构设计 - 16 -
4.1 分型面的选择 - 16 -
4.2 确定型腔数目及排列方式 - 17 -
4.3 浇注系统设计 - 17 -
4.3.1主流道设计 - 18 - [资料来源:Doc163.com]
4.3.2分流道设计 - 18 -
4.3.3浇口设计 - 19 -
4.3.4浇口套及定位环设计 - 19 -
4.4 成型零件结构设计 - 19 -
4.4.1型腔工作尺寸的计算 - 20 -
4.4.2型腔侧壁厚度和底板厚度计算 - 21 -
4.5 导向及定位机构设计 - 22 -
4.5.1导向机构的设计 - 22 -
4.5.2导柱导套材料的选择和热处理 - 23 -
4.6 脱模机构设计 - 23 -
4.6.1脱模力计算 - 23 -
4.6.2脱模机构的选择与设计 - 24 -
4.6.3推出机构的复位 - 25 -
4.7 冷却系统设计 - 25 -
4.7.1冷却系统的设计原则 - 25 -
4.7.2冷却回路的设计 - 25 -
4.8 模架 - 26 -
第五章 注射机有关参数的校核 - 27 -
5.1 模具外形尺寸的校核 - 27 -
5.2 模具厚度校核 - 27 - [来源:http://Doc163.com]
5.6 注射机定位孔与模具浇口套外圈配合的校核 - 27 -
总结 - 38 -
参考文献 - 39 -
谢 辞 - 41 -
毕业设计小结 - 42 - [资料来源:https://www.doc163.com]
下一篇:手提箱提手塑料注射模具设计