
ИжНюЧаИюЛњЕФЩшМЦ(СЌајж§дь)

1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.НіЙЉбЇЯАВЮПМжЎгУ.
Ум Лн БЃ АяжњжааФ
еЊ вЊ
СЌајж§дьЪЧвЛжжЯШНјЕФж§дьЗНЗЈЃЌЦфдРэЪЧНЋШлШкЕФН№ЪєЃЌВЛЖЯННШывЛжжНазіНсОЇЦїЕФЬиЪтН№ЪєаЭжаЃЌФ§ЙЬЃЈНсПЧЃЉСЫЕФж§МўЃЌСЌајВЛЖЯЕиДгНсОЇЦїЕФСэвЛЖЫРГіЃЌЫќПЩЛёЕУШЮвтГЄЛђЬиЖЈЕФГЄЖШЕФж§МўЁЃ
СЌајж§дьдкЙњФкЭтвбБЛЙуЗКВЩгУЃЌР§ШчСЌајж§ЖЇЃЈИжЛђгаЩЋН№ЪєЖЇЃЉЃЌСЌајж§ЙмЕШЁЃСЌајж§дьКЭЦеБщж§дьЗЈБШНЯгаЯТЪігХЕуЃК
1.гЩгкН№ЪєБЛбИЫйРфШДЃЌНсОЇжТУмЃЌзщжЏОљдШЃЌЛњаЕадФмНЯКУЃЛ
2.СЌајж§дьЪБЃЌж§МўЩЯУЛгаННзЂЯЕЭГЕФУАПкЃЌЙЪСЌајж§ЖЇдкдўжЦЪБВЛгУЧаЭЗШЅЮВЃЌНкдМСЫН№ЪєЃЌЬсИпСЫЪеЕУТЪЃЛ
3.МђЛЏСЫЙЄађЃЌУтГ§дьаЭМАЦфЫќЙЄађЃЌвђЖјМѕЧсСЫРЭЖЏЧПЖШЃЛЫљашЩњВњУцЛ§вВДѓЮЊМѕЩйЃЛ
4.СЌајж§дьЩњВњвзгкЪЕЯжЛњаЕЛЏКЭздЖЏЛЏЃЌж§ЖЇЪБЛЙФмЪЕЯжСЌж§СЌдўЃЌДѓДѓЬсИпСЫЩњВњаЇТЪЁЃ
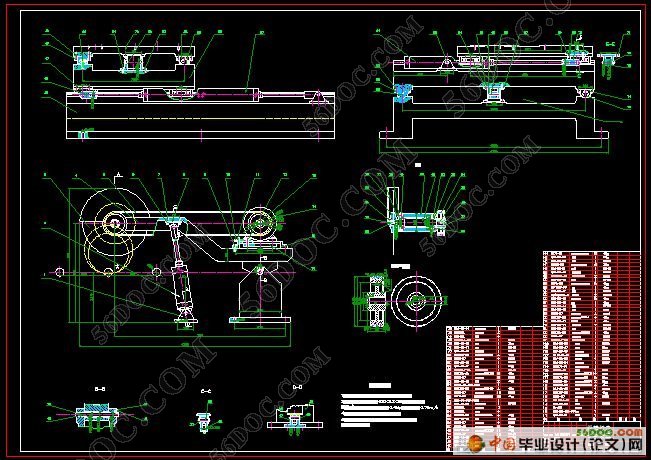
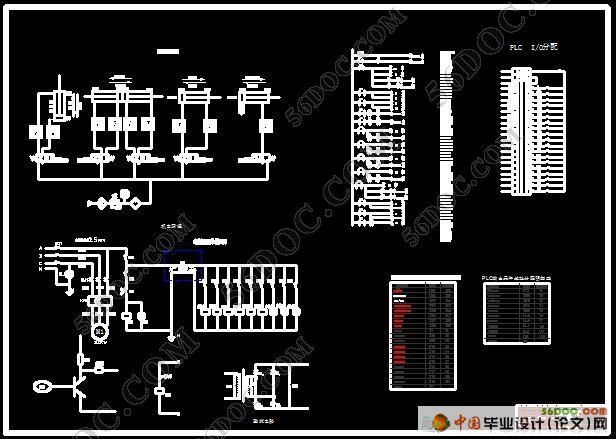
ИжНюЧаИюЛњдкСЌајЕФж§дьжаЙЄзїЃЌЫќЕФЙЄзїЪЧгЩPLCПижЦЕчДХЗЇЃЌЪЙЕчДХЗЇПижЦЦјИзЃЌВЂгЩЦјИзЧ§ЖЏгыЦфСЌНгЕФВПМўЃЌЪЕЯжЖдИжНюЕФзМШЗЖЈГЄЧаИюЃЌЧаИюКѓздЖЏЗЕЛиГѕЪМЮЛжУЁЃвЛИіЧаИюЛњЗжБ№ЧаИюСНЬѕИжНюЃЌЦфЧаПкЩюЖШЮЊ35mmЃЌШЛКѓгЩбЙЖЯЛњНјаабЙЖЯЁЃ
ИжНюЧаИюЛњЪЧвЛжжМШФмгааЇЕФЬсИпЩњВњТЪЃЌгждкМлИёКЭЪЙгУЗНУцФмБЛЙуДѓгУЛЇЫљНгЪмЕФвЛжжаТаЭЕФздЖЏПижЦЧаИюЛњЁЃгЩPLCПижЦЕФЦјЖЏИжНюЧаИюЛњЃЌЦфжаШкКЯСЫЦјбЙздЖЏПижЦЁЂЛњЦїШЫММЪѕКЭPLCПижЦММЪѕЁЃPLCПижЦИїИіЦјЖЏЛЛЯђЗЇЕФЕчДХЬњЃЌгЩЦјИзЧ§ЖЏЛњаЕЪжЭъГЩЫГађЧаИюЙ§ГЬЃЌЪЕЯжСЫЛњаЕЩшМЦЁЂЕчЦїПижЦКЭЦјЖЏПижЦЕФгааЇНсКЯЁЃетжжЧаИюЛњОпгаПижЦЗНБуЃЌадФмЮШЖЈЃЌНсЙЙМђЕЅЃЌЕїНкЁЂЮЌаоЗНБуЃЌЩњВњТЪИпЕШгХЕуЃЌОпгаЙуЗКЕФгІгУЧАОАЁЃ [РДдДЃКhttp://Doc163.com]
ЙиМќзжЃКздЖЏПижЦ ЧаИюЃЌPLC
ABSTRACT
Continuous casting is an advanced casting methods, the principle is to molten metal, continuously poured into a mold called the special metal mold, the solidification (crust) of the casting, continuous from the other side of mold pulled out, it will be of arbitrary length or a specific length of the castings.
Continuous Casting at home and abroad have been widely used, such as continuous ingot (ingot steel or non-ferrous metals), such as continuous cast pipe. Continuous casting and general casting method has the following advantages:
1. Because of the metal by rapidly cooling, the crystallization of dense, homogeneous, good mechanical properties;
2. Continuous casting, the casting gating system is not on the riser, so continuous ingot rolling at the first go, when not cut tail, saved the metal, improve the yield;
3. Simplified the process, remove the forms and other processes, thus reducing the labor intensity; required for the production area has been greatly reduced; [РДдДЃКhttp://Doc163.com]
4. Easy to achieve continuous casting production mechanization and automation, when the ingot casting and rolling can achieve significantly improved production efficiency.
Casting rod line cutting continuous casting machine at work, it is handled by the PLC control solenoid valve, so that the solenoid valve control cylinder by cylinder drive connected components, implementation of accurate casting rods fixed-length cutting, cutting return to initial position automatically. A cutting machine cutting two separately-cast rods, the incision depth of 35mm, then by breaking machine is breaking.
Casting rod is a line cutting machine can effectively enhance the productivity, but also in terms of price and use the vast numbers of users can be accepted by a new type of automatic cutting machine. By the PLC-controlled pneumatic cutting machine casting rod, one of the convergence of air pressure automatic control, robotics and PLC control technology. PLC control of all pneumatic solenoid directional valve, cylinder drive machinery by hand to complete the order of cutting process, implementation of mechanical design, electrical control and effective integration of pneumatic control. This cutting machine has a convenient control, stable performance, simple structure, regulation, maintenance convenience, high productivity, has broad application prospects.
KeywordЃКAutomatic Control cut plc
баОПвтвх
етжжЧаИюЛњОпгаПижЦЗНБуЃЌадФмЮШЖЈЃЌНсЙЙМђЕЅЃЌЕїНкЁЂаоИФЗНБуЁЂЩњВњТЪИпЕШгХЕуЃЌОпгаЙуРЋЕФгІгУЧАОАЁЃ
БОЮФЕФНсЙЙ
БОЮФдкЯжгаЕФАєСЯЧаИюЯЕЭГНјааЗжЮіЕФЛљДЁЩЯЃЌИљОнАєСЯЧаИюЯЕЭГЕФзмЬхНсЙЙЃЌДгЛњаЕКЭЕчЦјПижЦСНЗНУцЖдЯЕЭГИїИіВПЗжЕФЩшМЦЗжеТНкеЙПЊСЫЯъЯИЕФНщЩмЁЃ
ЩшМЦвЊЧѓ
ЯюФПвЊЧѓЧаИюЛњФмЙЛИљОнЖЈГЄаХКХЗжБ№ЧаИюСНЬѕСЌајЕФж§ЬњАєЃЌЪЕЯжЖдИжНюЕФзМШЗЖЈГЄЧаИюЃЌЧаИюКѓздЖЏЗЕЛиГѕЪМЮЛжУЁЃЦфЧаПкЩюЖШЮЊ12mmЁЃдйгЩбЙЖЯЛњНјаабЙЖЯЁЃ
ЗНАИЩшМЦ
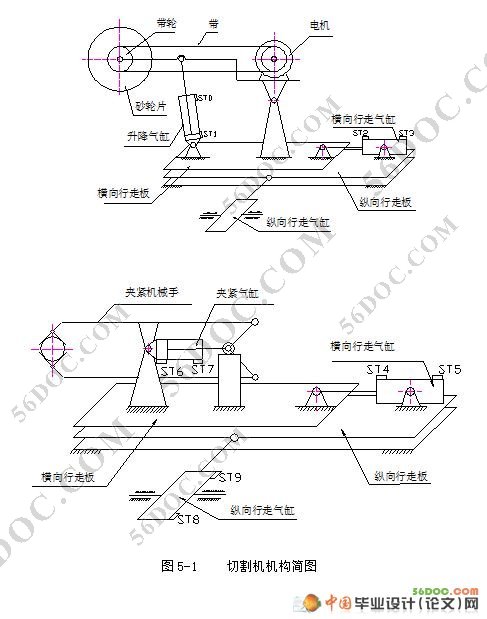
ЧаИюВПЗжжївЊгаЩАТжЁЂЕчЖЏЛњКЭДЋЖЏЛњЙЙзщГЩЁЃЯждкдкЧаИюВПЗжгаСНжжПЩааЕФЗНАИЃКЕквЛЃЌЕчЖЏЛњЭЈЙ§ДјДЋЖЏДјЖЏЩАТжЦЌзЊЖЏЁЃЕкЖўЃЌЕчЖЏЛњЭЈЙ§дВзЖГнТжДЋЖЏДјЖЏЩАТжЦЌзЊЖЏЁЃПМТЧЕНЧаИюЙ§ГЬжаЕчЖЏЛњДјЖЏЩАТжИпЫйа§зЊЃЌЫљвдгХЯШбЁШЁЕквЛжжЗНАИЃЌвђЮЊдВзЖГнТжДЋЖЏВЛвЫгІгУдкзЊЫйЬЋИпЕФГЁКЯЃЌЖјЧвдЫгУГнТжДЋЖЏЪБЃЌЛЙвЊПМТЧЕНетбљЯћГ§е№ЖЏКЭдѕбљШѓЛЌГнТжЃЌетбљОЭдіМгСЫЩшМЦГЩБОЁЃ ЕчЖЏЛњДјЖЏЩАТжЦЌИпЫйа§зЊЃЌЕчЛњгыЙЄзїЬЈжЎМфВЩгУНТжЇГХЃЌЦјИз1ПЩЭЦЖЏЩАТжЦЌЩЯЯТвЦЖЏЃЌЭъГЩЧаИюЁЃЦјИз2ПЩЭЦЖЏЙЄзїЬЈКсЯђвЦЖЏЃЌПижЦЧаИюЕФГЄЖШЁЃЦјИз3ПЩЪЙЙЄзїЬЈзнЯђвЦЖЏЃЌЪЙЩАТжЦЌФмЗжБ№ЧаИюСНИљИжНюЁЃЦфжаЕчЖЏЛњКЭЦјИзЖМЭЈЙ§ЕчДХЗЇгЩPLCЛњПижЦЃЌДгЖјЪЕЯжЦфЖЏзїЁЃ [РДдДЃКhttp://www.doc163.com]
НсЙЙЩшМЦ
ЩАТжЦЌЕФбЁШЁ
ОЙ§ЕїбаЃЌЧаЖЯФмСІЮЊ50 ЕФЩАТжЦЌЃЌЦфЙцИёЮЊ mmЃЌЫљашЕчЛњЕФзюаЁЙІТЪЮЊ kwЃЌзЊЫйЮЊ =2840 r/min, ЩАТжЦЌЕФзюДѓЯпЫйЖШЮЊ70m/sЁЃ
зюжебЁШЁЩАТжЦЌЕФаЭКХЮЊTL-001аЭЃЌЦфФЅСЯЮЊзиИегёЃЌСЃЖШЮЊ20# ЁЃ
ЕчЛњЕФбЁШЁ
ИљОнЩАТжЦЌЕФвЊЧѓЃЌЯжбЁгУБШНЯГЃгУЕФYЯЕСаШ§ЯрвьВНЕчЖЏЛњЃЌетЪЧгЩгкYЯЕСаШ§ЯрвьВНЕчЖЏЛњЕФЙІТЪЕШМЖКЭАВзАГпДчгыЙњЭтЭЌРраЭЕФЯШНјВњЦЗЯрЕБЃЌвђЖјОпгагыЙњЭтЭЌРраЭВњЦЗжЎМфСМКУЕФЛЅЛЛадЃЌЙЉХфЬзГіПкМАв§НјЩшБИЬцЛЛ ЁЃбЁШЁЙІТЪЮЊ3.0KWЃЌТњдиЪБЕФзЊЫйЮЊ2870r/minЁЃЖюЖЈЕчСї6.39AЃЌЙІТЪвђЪ§0.87ЃЌаЇТЪ82%ЃЌЖюЖЈзЊОи2.3 ЁЃ
[зЪСЯРДдДЃКhttp://www.doc163.com]

ФП ТМ 9000зж
еЊ вЊ 2
ЕквЛеТ аїТл 8 [зЪСЯРДдДЃКhttps://www.doc163.com]
1.1 ЧАбд 8
1.2 бЁЬтБГОА 8
1.3 баОПвтвх 9
1.4 ЮФБОНсЙЙ 9
ЕкЖўеТ ЧаИюВПЗжЩшМЦ 10
2.1 ЩшМЦвЊЧѓ 10
2.2 ЗНАИЩшМЦ 10
2.3 НсЙЙЩшМЦ 11
2.3.1ЩАТжЦЌЕФбЁШЁ 11
2.3.2 ЕчЛњЕФбЁШЁ 11
2.3.3 ДјДЋЖЏЩшМЦ 11
2.3.4 Щ§НЕЦјИзЕФбЁдё 15
2.3.5 ЙіЖЏжсГаЕФбЁШЁМАаЃКЫ 18
ЕкШ§еТ МаНєВПЗжЩшМЦ 22
3.1ЩшМЦвЊЧѓ 22
3.2ЗНАИЩшМЦ 22
ЕкЫФеТ знКсаазпВПЗжЕФЩшМЦ 24
4.1 ЩшМЦвЊЧѓ 24
4.2ЗНАИЩшМЦ 24
4.3 жБЯпЕМЙьЕФбЁдёМЦЫу 24
4.3.1бЁЖЈЬѕМў 24
4.3.2бЁдёЗНЪН 25 [зЪСЯРДдДЃКhttp://doc163.com]
ЕкЮхеТ PLCИХЪі 27
5.1 ПЩБрГЬПижЦЦїPLCЕФЛљБОдРэ 27
5.2 ПЩБрГЬПижЦЦїЕФЬиЕу 27
ЕкСљеТ ЕчЦјПижЦЯпТЗЕФЩшМЦ 29
6.1 ЕчЦјПижЦЯпТЗЩшМЦЕФвЛАувЊЧѓ 29
6.2ЕчЦјПижЦЯпТЗЕФЩшМЦЗНЗЈ 29
6.3 ЦјЖЏдРэЭМЩшМЦ 30
Нс Тл 34
ДЧ аЛ 35
ВЮПМЮФЯз 36 [АцШЈЫљгаЃКhttp://DOC163.com]