
BаЭЫЋФЃТжЬЅЖЈаЭСђеєЛњеєЦћЪвЕФЩшМЦ

1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.НіЙЉбЇЯАВЮПМжЎгУ.
Ум Лн БЃ АяжњжааФ
СђЛЏЛњЕФжївЊгУЭОМАНсЙЙадФм
ТжЬЅЖЈаЭСђЛЏЛњжївЊгУгкПеаФТжЬЅЃЈЦћГЕЬЅЁЂЙЄГЬЬЅЁЂЗЩЛњЬЅЁЂФІЭаГЕЬЅЁЂСІГЕЬЅЕШЃЉЕФЭтЬЅСђЛЏЁЃ
ТжЬЅЖЈаЭСђЛЏЛњЪЧдкЦеЭЈИіЬхСђЛЏЛњЕФЛљДЁЩЯЗЂеЙЦ№РДЕФЁЃБОДЮЩшМЦЕФСђЛЏЛњУћЮЊЫЋФЃТжЬЅЖЈаЭСђЛЏЛњЃЌЦфаЭКХLL-B525/4220 X 2ЁЃИУСђЛЏЛњжївЊЪЪгУгкЦеЭЈЭтЬЅМАзгЮчЯпНсЙЙЭтЬЅЕШГфЦјТжЬЅЖЈаЭСђЛЏЁЃФмздЖЏНјаазАЬЅЁЂЖЈаЭЁЂСђЛЏЁЂаЖЬЅМАКѓГфЦјРфШДЕШвЛЯЕСаЙЄвеВйзїЁЃВЩгУеєЙјЪНЃЈЛђШШАхЪНЃЉМгШШЃЌПЩЪЙгУСНАыФЄЃЌвВПЩвдЪЙгУЛюТчФЄЃЌВЂХфБИгаГфЦјзАжУЃЌЙЉгУЛЇСђЛЏФсСњСБВМЯпТжЬЅЪБХфЬзЪЙгУЁЃ
ЮвЙњТжЬЅЖЈаЭСђЛЏЛњЕФЗЂеЙЪЎЗжбИЫйЃЌзд1963ФъПЊЪМЩшМЦжЦдьBаЭСђЛЏЛњжСНёвбгаЫФЪЎФъЕФРњЪЗЃЌЖЈаЭСђЛЏЛњДгЮоЕНгаШЁЕУКмДѓЕФГЩМЈЁЃЙњВњЖЈаЭСђЛЏЛњвбЛљБОаЮГЩЯЕСаЁЃНќФъРДЃЌЖдгкЖЈаЭСђЛЏЛњзщПЊеЙСЫбажЦЙЄзїЃЌвбШЁЕУСЫПЩЯВЕФЗЂеЙЁЃ
ТжЬЅЖЈаЭСђЛЏЛњАДВЛЭЌНЧЖШЗжРрЃК
АДНКФвЬиЕуПЩЗжЮЊЃКAаЭЖЈаЭСђЛЏЛњЕФЃЈНКФвЯђЯТЪеВиЃЉЃЛBаЭЖЈаЭСђЛЏЛњЃЈНКФвЯђЩЯЪеВиЃЉЃЛABаЭЖЈаЭСђЛЏЛњЃЈНКФвГЩ“U”аЭЪеВиЃЉЁЃ
АДМгШШЗНЪНПЩЗжЮЊЃКЙоЪНЖЈаЭСђЛЏЛњЃЛМаЬзЪНЖЈаЭСђЛЏЛњЃЛАхЪНЖЈаЭСђЛЏЛњЁЃ
АДДЋЖЏЗНЪНПЩЗжЮЊЃКСЌИЫЪНЖЈаЭСђЛЏЛњЃЛвКбЙЪНЖЈаЭСђЛЏЛњЃЌвКбЙЫјЛЗЪНЖЈаЭСђЛЏЛњЁЃ [зЪСЯРДдДЃКhttp://www.doc163.com]
АДЪЧЗёгУНКФвПЩЗжЮЊЃКгаНКФвЖЈаЭСђЛЏЛњЃЛЮоНКФвЖЈаЭСђЛЏЛњЁЃ
ЫЋФЃЖЈаЭСђЛЏЛњЪзЯШЦеБщгІгУЕФЪЧЛњаЕЪНСђЛЏЛњ,ВЩгУЧњБњГнТж—СЌИЫ(ЛђГЦЫФСЌИЫ)НсЙЙ,ЛњЙЙдРэМђЕЅЁЃдкКЯФЃЫВМфОЭМгЩЯКЯФЃСІ,вдНЯаЁЕФЕчЛњЙІТЪПЩЛёЕУНЯДѓЕФКЯФЃСІЁЃКЯФЃвдКѓЕчЛњВЛдйЙЄзї,ЖјКЯФЃСІПЩЪМжеБЃГжЕНжиаТПЊФЃЁЃФПЧАЪРНчЩЯЫљВЩгУЕФЛњаЕЪНСђЛЏЛњЫфЩњВњГЇМвВЛЭЌЁЂЙцИёаЭКХИївь,ЖјЧвОЙ§ЖрФъВЛЖЯИФНј,ЕЋЛљБОНсЙЙЖМвЛбљ,вВЖМУЛгаБфЛЏЁЃ
дкЛњаЕЪНСђЛЏЭЦЙугІгУЕФЭЌЪБ,вВГіЯжСЫвКбЙЪНСђЛЏЛњЁЃЕЋгЩгкПЊЪМЪБвКбЙЪНСђЛЏЛњЖдЛњаЕЪНСђЛЏЛњЕФгХдНадВЛКмУїЯд,ЖјЧвЕБЪБвКбЙММЪѕЛЙВЛКмГЩЪь,ТжЬЅГЇЖдвКбЙЪНСђЛЏЛњЕФЮЌаоБЃбјЛЙВЛКмЪЪгІ,вђДЫдквЛЖЮЪБМфФквКбЙЪНСђЛЏЛњУЛгаЯѓЛњаЕЪНСђЛЏЛњФЧбљЕУЕНЦеБщЭЦЙуЁЃЕЋЫцзХЦћГЕЙЄвЕКЭТжЬЅЙЄвЕЕФВЛЖЯЗЂеЙ,ЖдТжЬЅЕФОљдШадЬсГіСЫдНРДдНИпЕФвЊЧѓ,вВЖдСђЛЏЛњЕФЙЄзїОЋЖШЬсГіСЫдНРДдНИпЕФвЊЧѓ,вКбЙЪНСђЛЏЛњЕФгХдНадОЭГфЗжЕиЯдЪОГіРДСЫЁЃЭЌЪБвКбЙММЪѕвВШеЧїГЩЪь,ЮЌаоБЃбјвВВЛдйГЩЮЊДѓЮЪЬтЁЃЫљвдЯждкЪРНчЩЯжївЊТжЬЅЙЋЫОвбж№ВНВЩгУвКбЙЪНСђЛЏЛњРДДњЬцДЋЭГЕФЛњаЕЪНСђЛЏЛњЁЃЫћУЧдкНЈЩшаТГЇЛђЖдРЯГЇНјааММЪѕИФдьЪБ,вбЛљБОЩЯВЩгУвКбЙЪНСђЛЏЛњЁЃвКбЙЪНСђЛЏЛњЬцДњЛњаЕЪНСђЛЏЛњвбГЩЮЊЮоПЩжУвЩЕФЗЂеЙЧїЪЦЁЃ [РДдДЃКhttp://Doc163.com]
ЛњаЕЪНСђЛЏЛњгаЦфНсЙЙЬиЕу,ЕЋетжжНсЙЙвВЭЌЪБДјРДСЫвЛаЉЙЬгаЕФШѕЕуЁЃ
ЫЋФЃСђЛЏЛњНсЙЙЩЯЪЧзѓгвЖдГЦЕФ,ЕЋгЩгкжЦдьЩЯЕФЮѓВю,ВЛПЩФмзіЕНОјЖдЖдГЦЁЃСђЛЏЛњжЦдьГЇВЩШЁИїжжДыЪЉвдБЃжЄСуМўЕФЖдГЦад,Р§ШчСЌИЫГЩЖдМгЙЄ,ЧНАхГЩЖдМгЙЄ,ОЁСПВЩгУЪ§ПиЛњДВЕШ,ЕЋЖдЩЯКсСКЁЂЕззљЁЂЧњБњГнТжЁЂДЋЖЏжсКЭДЋЖЏГнТжЕШ,КмФбзіЕНОјЖдЖдГЦЁЃгЩгкДцдкетЖдГЦадЮѓВюЮЪЬт,ЮЊСЫБЃжЄЛњЦїСщЛюдЫзЊ,ИїдЫЖЏСуМўЕФХфКЯвЛАуЖМВЩгУНЯЫЩЕФХфКЯЙЋВюЁЃШчСЌИЫПзгыЩЯКсСКжсМАЧњБњЯњЕФХфКЯЮЊ(E8/e8),ЧњБњГнТжжсгыЕззљПзЕФХфКЯЮЊ(E8/e8),ЩЯКсСКжсгыЙіТжЕФХфКЯЮЊ(F8/e8),ЙіТжгыЧНАхЕМВлЕФХфКЯЮЊ(H9/f8),ЩЯКсСКЖЫУцЁЂЕззљЖЫУцгыСЌИЫЦНУцжЎМфЕФРлЛ§МфЯЖЮЊ1.15ЁЋ1.5mmЕШЁЃетВЛЖдГЦадКЭетаЉЙЋВюЕФДцдкНјвЛВНЖдСђЛЏЛњЕФКЯФЃОЋЖШЬиБ№ЪЧжиИДОЋЖШдьГЩВЛРћгАЯьЁЃ ЛњаЕЪНСђЛЏЛњЕФНсЙЙЛЙОіЖЈСЫЩЯКсСКЯњжсЪЉМггкСЌИЫЩЯВПЭЬзЕФСІЁЂЧњБњГнТжжсЪЉМггкСЌИЫЯТВПЭЬзЕФСІ,КЭЧњБњЯњЪЉМггкСЌИЫЯТВПЭЬзЕФСІЖМЪЧВЛОљдШЕФ,МћЭМ1ЁЃЖјЧветМИИіСЌНгВПЗжЖМдкжиИККЩЯТзЊЖЏ,етВЛПЩБмУтЕидьГЩетаЉЭЬзЕФВЛОљдШЕФКЭНЯбЯжиЕФФЅЫ№ЁЃЖјЭЬзЕФФЅЫ№НЋНјвЛВННЕЕЭСђЛЏЛњЕФКЯФЃОЋЖШЁЃЮЊСЫБЃГжСђЛЏЛњвЛЖЈЕФКЯФЃОЋЖШ,етаЉЭЬзЕФФЅЫ№ГЬЖШБиаыОГЃМьВщВЂМАЪБИќЛЛЁЃ
ДЫЭт,ЛњаЕЪНСђЛЏЛњЕФКЯФЃСІЪЧдкЧњБњЯњЕНДяЯТЫРЕуЫВМфгЩИїЪмСІЙЙМўЕФЕЏадБфаЮСПЫљОіЖЈЕФЁЃЖјЮТЖШБфЛЏНЋЪЙЪмСІЙЙМўГпДчЗЂЩњБфЛЏ,КЯФЃСІвВНЋЫцжЎЖјБфЛЏЁЃвђДЫЛњаЕЪНСђЛЏЛњЕФКЯФЃСІЖдЮТЖШЪЧБШНЯУєИаЕФЁЃдкЭЖШыЪЙгУЧАЛђЭЃЛњвЛЖЮЪБМфжиаТПЊЖЏЪБвЛЖЈвЊдЄШШЁЃЩњВњЙ§ГЬжаЛЗОГЮТЖШЛђЙЄзїЮТЖШЕФВЈЖЏЖМНЋдьГЩКЯФЃСІЕФВЈЖЏЁЃ
ЛњЦїЕФНсЙЙ
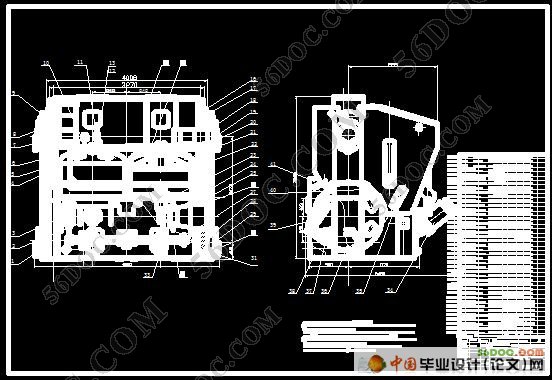
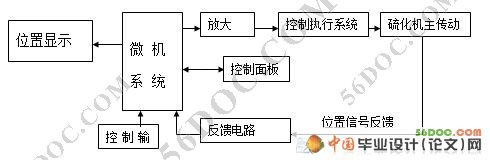
БОЛњЪєBаЭЫЋФЃТжЬЅЖЈаЭСђЛЏЛњЁЃгУЧњБњСЌИЫДЋЖЏЃЌВЩгУеєЙјЪНЃЈЛђШШАхЪНЃЉМгШШЃЌЩ§НЕЗзЊЪНПЊКЯФЃЁЃНКФвЩьжБЛђЪеЫѕгЩжааФЛњЙЙВйзнЃЛЛњаЕЪжЩ§НЕЁЂзЊЖЏЁЂаЖЬЅЛњЙЙНјГіОљВЩгУЫЎИзЧ§ЖЏЃЛКѓГфЦјВЩгУЖўЮЛЫФЕуЪНзАжУЃЛПижЦЯЕЭГВЩгУPLCПЩБрГЬПижЦГЬађПижЦЁЃБОЛњжївЊгЩЛњЦїЁЂДЋЖЏзАжУЁЂжааФЛњЙЙЁЂеєЦћЪвЁЂзАЬЅЛњЙЙЁЂаЖЬЅЛњЙЙЁЂЭбФЃЛњЙЙЁЂЛюТчФЃВйзнзАжУЁЂЙмТЗЯЕЭГЁЂЕчЦјПижЦЯЕЭГЕШзщГЩЁЃ
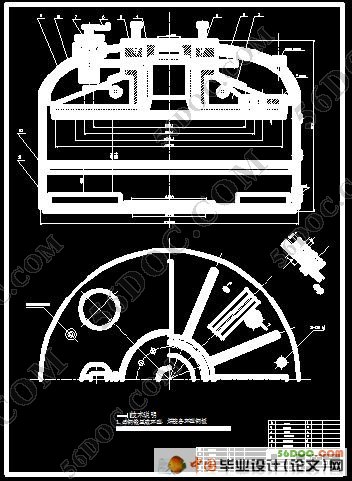
жїДЋЖЏжїЛњЙЙЃК
жїДЋЖЏЛњЙЙгЩЦНУцЖўДЮАќТчЮЯТжМѕЫйЛњЃЌЖўЖдГнТжИБЃЌЧњБњМАСЌИЫзщГЩЁЃгЩжїЕчЛњДјЖЏЮЯТжМѕЫйЛњЃЌОзѓЁЂгвИїСНЖдПЊЪНГнТжИБНЕЫйЃЌдйгЩСНБпЧњБњГнТжДЋжССЌИЫЁЃДјЖЏКсСКЁЂЩЯФЃзїЩ§НЕКЭЗзЊдЫЖЏЃЌВЂЪЙКЯФЃЪБЛёЕУзуЙЛЕФдЄНєСІЃЌФмГфЗжБЃжЄСђЛЏТжЬЅЕФжЪСПЁЃ [зЪСЯРДдДЃКhttp://doc163.com]
ЯЕЭГВЮЪ§МАЙІФм
ађ КХ Яю ФП ВЮ Ъ§
1 еєЦћЪвЪ§ФП 2 Иі
2 еєЦћЪвФкОЖ 1525 mm
3 зюДѓКЯФЃСІ 4220 X 2 KN
4 ФЃаЭИпЖШ 254—635 mm
5 ЪЪгУИжШІжБОЖ 16—24 in
6 жїЕчЛњ LG41-6 13 KW 890 r/min
7 ЛњаЕЪжзІеХПЊЃЈБеКЯЃЉжБОЖ 630 ЃЈ360ЃЉ mm
8 НКФвецПеЖШ 0ЃЎ05 MPa
9 Й§ШШЫЎбЙСІ 2ЃЎ8 MPa
10 СђЛЏеєЦћбЙСІ 0ЃЎ7ЃЈШШАх1.04ЃЉMPa
11 ЖЏСІЫЎбЙСІ 0ЃЎ7 ЃЌ1.0 ,1.4 MPa [АцШЈЫљгаЃКhttp://DOC163.com]
12 ЖЏСІПеЦјбЙСІ 2ЃЎ1—2ЃЎ5 MPa
13 ПижЦЦјдДбЙСІ 0ЃЎ35 MPa
14 зюДѓГфЦјбЙСІ 1ЃЎ4 MPa
15 ПЊЃЈКЯЃЉФЃРэТлЪБМф дМ 90 s
16 ДЙжБПЊФЃОрРы 660 mm
17 зЅЬЅЦїзюДѓЩ§НЕааГЬ 1620 mm
18 ЭтаЭГпДчЃЈГЄX ПэX ИпЃЉ 4560 X 3720 X 3850 mm
19 змжи дМ 60 t
СђЛЏЛњжїДЋЖЏдЫЖЏЛњЙЙгаЙиЩшМЦ
1.ЕчЖЏЛњЕФбЁдё
ЕчЖЏЛњвЛАузАгкЖЈаЭСђЛЏЛњЕззљЩЯУцЃЌЙЪЙЄзїЮЛжУППНќеєЦћЙ§ШШЫЎМАРфШДЫЎЕФЕМЙмЃЌВЂдкеєЦћЪвжЎЯТЃЌвђДЫЕчЖЏЛњПЩФмЛсЪмЕНаЙТЉЕФНщжЪЛђеєЦћЪвВйзїЙ§ГЬжаЫљНІТфЕФЫЎНўШыЃЌЫљвдбЁдёЕчЛњвЊгаСМКУЕФУмЗтадЃЌЭЈГЃЕчЛњАВзАдкМѕЫйЦїЕФПЧЬхЩЯЃЌвдЗРжЙСђЛЏЙ§ГЬжаНщжЪЕФНўШыЁЃ
ЖЈаЭСђЛЏЛњЕФЕчЛњЪЧПЩФцЙЄзїЕФЃЌдкЦєФЃКЭБеФЃЕФЫВМфвЊВњЩњКмДѓЕФСІОиЃЌЙЪбЁдёЕчЛњЛЙвЊОпгаИпЦ№ЖЏзЊОиЛђИпзЊВюТЪЃЌетПЩвдбЁгУЦ№жиЕчЖЏЛњЛђДЌгУЕчЕчЛњЃЌЫќУЧЕФЦ№ЖЏзЊОиЭљЭљБШЖюЖЈзЊОиИпМИБЖЃЌетОЭПЩвдНЯКУЕФБЃЛЄЕчЛњВЛГЌдиЃЌБЃжЄЦєФЃЫГРћНјааЃЌбгГЄЕчЖЏЛњЕФЪЙгУЪйУќЁЃ
[РДдДЃКhttp://Doc163.com]
ИљОнвдЩЯвЊЧѓЃЌбЁдёLC41—6аЭЕчЖЏЛњЃЌЙІТЪЮЊ13KWЃЌзЊЫйЮЊ890r/minЁЃ
ЖўЁЂЯЕЭГВЮЪ§МАЙІФм
1ЃЎ ЕчЛњаЭКХЕФбЁдё
2ЃЎ еєЦћЪвЮЛжУЕФЯдЪО
3ЃЎ ПижЦУцАх
4ЃЎ ИїжжЙІФмВПМў
5ЃЎ ЪТЙЪБЈОЏ
Ш§ЁЂЩшМЦФкШн
1ЃЎ СђЛЏЛњжїДЋЖЏдЫЖЏЛњЙЙЩшМЦ
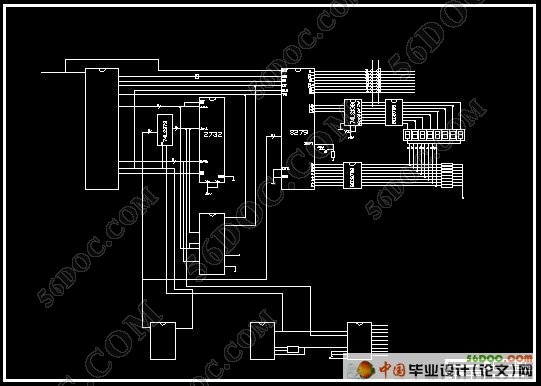
2ЃЎ ЮЂЛњПижЦЯЕЭГЕФЩшМЦ
3ЃЎ ЮЂПижЦГЬађЩшМЦ
4ЃЎ ФЃФтЪЕбщЩшМЦ
ЫФЁЂгІЭъГЩЕФФкШнЃК
ЃЈ1ЃЉ ЮЂЛњЯЕЭГМАНгПкЕчТЗЃЈзмЭМЗљВЛаЁгкA2ЃЉ
ЃЈ2ЃЉ ПижЦГЬађПђЭМ ЃЈзмЭМЗљВЛаЁгкA2ЃЉ
ЃЈ3ЃЉ ПижЦГЬађЧхЕЅ ЃЈВЛаЁгк50вГЃЉ
ЃЈ4ЃЉ ПижЦГЬађДХХЬЮФМў
ЃЈ5ЃЉ СђЛЏЛњзмзАЭМ ЃЈЭМЗљВЛаЁгкA1ЃЉ
ЃЈ6ЃЉ СђЛЏЛњжїДЋЖЏВПзАЭМ ЃЈЭМЗљВЛаЁгкA1ЃЉ
ЃЈ7ЃЉ СђЛЏЛњжаЗЧБъСуМўЭМЃЈзмЭМЗљВЛаЁгкA2ЃЉ
ЃЈ8ЃЉ ЩшМЦЫЕУїЪщ [зЪСЯРДдДЃКhttps://www.doc163.com]
[зЪСЯРДдДЃКDoc163.com]
ФП ТМ 10000зж
вЛ.ПЮГЬЩшМЦШЮЮёЪщ…………………………2
Жў.СђЛЏЛњЕФжївЊгУЭОМАНсЙЙадФм………….3
Ш§.ЛњЦїЕФНсЙЙ…………………………………..8
ЫФ.жївЊММЪѕВЮЪ§…………………………….9
Юх.СђЛЏЛњжїДЋЖЏдЫЖЏЛњЙЙгаЙиЩшМЦ………10
Сљ.ЮЂЛњПижЦЯЕЭГЕФЩшМЦ……………………26
Цп.ЩшМЦзмНс…………………………………31
АЫ.ВЮПМЮФЯз…………………………………33