
492发动机曲轴箱铣主轴承座端面夹具设计
492发动机曲轴箱铣主轴承座端面夹具设计(论文说明书13000字,cad图纸13张)
摘 要:本设计是针对现实工厂中492发动机曲轴箱的加工过程中铣主轴承座两端面这道工序的夹具设计。
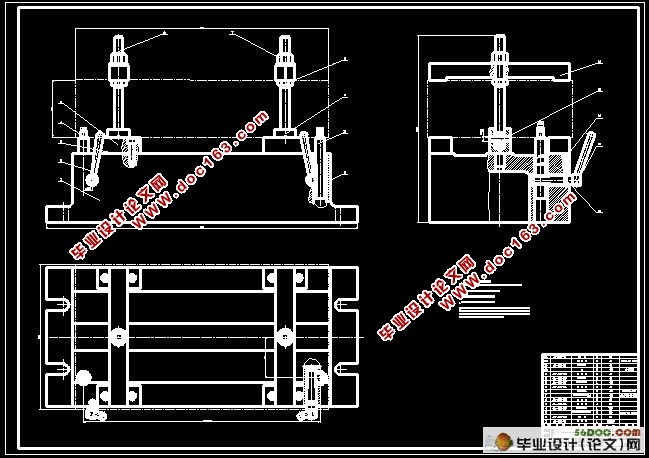
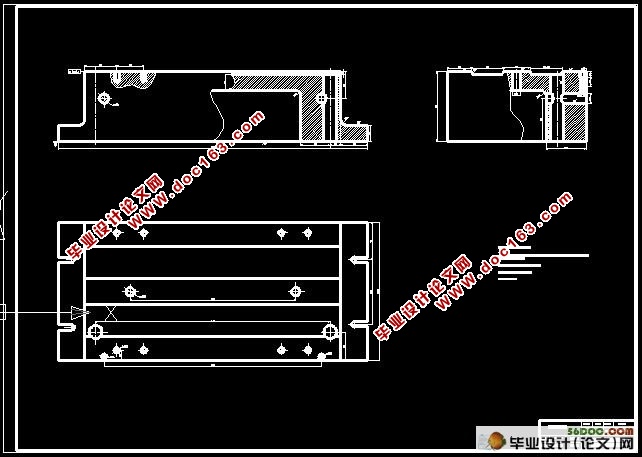
根据492发动机曲轴箱的结构特点和生产中采用专用铣床,本夹具采用一面两孔定位原则即一个圆柱定位销、一个棱形定位销和四块支承板进行定位;通过手柄轴与定位销实现齿轮与齿条传动控制定位销的上下运动进行定位。采用螺旋装置直接用螺母和压板夹紧进行夹紧。
通过对各零件的误差和结构计算、分析。从总的看,本铣床夹具能够满足生产要求,可以投入生产中应用,达到了设计的要求。
关键词:夹具设计;定位;夹紧
The Fixture Design Of Milling Main Shaft Block End Face Of 492 Engine Crankcase
Abstract: This design is fixture design , which for the process of milling main bearing block in both ends of the 492 engine crankcase in the realistic factory.
According to the characteristics of the structural characteristics, the crankcase of 492engine and the using of the special milling machine, the fixture use the principle that in two bores in one side, namely a cylindrical pin, a pin and four supporting prism plate positioning. It is localized between the handle shaft and the gear and the drive control rack pin. It champed directly with the screw equipment in nut and clamp plate. [资料来源:https://www.doc163.com]
In analyzes, all the spare part’s inaccuracy and the structure calculation. Generally speaking, the milling fixture can satisfy the generative demand. It can be put into the reality production.
Keywords: fixture design; positioning; clamping
课题的作用与意义
由于专用夹具可以按照工件加工的具体要求进行设计,故可事先采取措施来保证操作的安全,对工件进行机械加工时,为了保证加工要求,首先要使工件相对刀具(或机床)有正确的位置,并使这个位置在加工过程中不因外力的影响面变动,为此,进行机加工之前,先将工件装夹好。
机床夹具的组成
机床夹具通常由以下几部分组成:
(1)定位元件
它与工件的定位基准相接触,用于确定工件在夹具中的正确位置,从而保证加工时工件相对于刀具和机床加工运动间的相对正确位置。如图1.1中的圆柱定位销4、棱形定位销1、定位块5等;
(2)夹紧装置
用于夹紧工件,在切削时使工件在夹具中保持既定位置。图1.1中的夹紧螺母2、夹紧块3等;
(3)连接元件
使夹具与机床相连接的元件,保证机床与夹具之间的相互位置关系。
(4)夹具体 [版权所有:http://DOC163.com]
用于连接或固定夹具上各元件及装置,使其成为一个整体的基础件。它与机床有关部件进行连接、对定,使夹具相对机床具有确定的位置。如图1.1中的夹具体6。
(5)其它元件及装置
有些夹具根据工件的加工要求,要有分度机构,钻床夹具还要有钻套等。

下一篇:6170曲轴加工工艺及其夹具设计(含工序卡,工艺卡)