
TL6弹性套联轴器液压夹具设计

资料介绍:
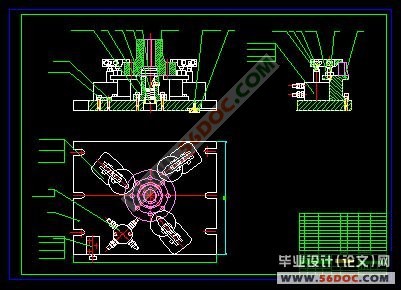
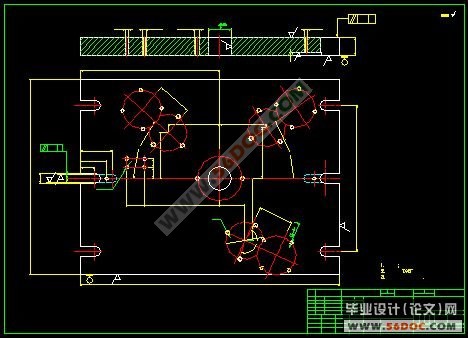
本次设计选择设计主动端、从动端工序Ⅳ精镗孔Ø40 mm的夹具。要求加工的精度要求较高,粗糙度要求1.6,圆度要求0.011。工序基准为端面。夹具设计应保证较高的生产效率,还应考虑夹具零件制造的工艺性和生产经济性,加工过程中夹具的操作应方便,定位夹紧稳定可靠,夹具体应具有较好的刚性。
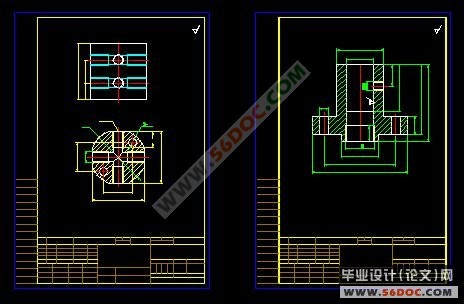
定位基准的选择
在工件的定位中有很多种不同的定位方法,如:工件以平面定位,工件一圆孔定位,工件以外圆定位,工件以锥孔定位等。
在本工序以前加工的表面有:主动端: 160 外圆及其端面;从动端:Ø71mm外圆及其右端面。对主动端而言:因此我们可以选择以左端面和Ø160mm外圆定位;对从动端而言:因此我们可以选择以右端面和Ø71mm外圆定位。在夹具设计过程中尽量以设计基准为定位基准,以便减小加工误差。
夹具的设计
由机械制造工艺系统的组成——机床、工件、刀具和夹具可看出夹具在机械加工占有很重要的地位。尤其在成批生产时更是大量的采用机床夹具。它们是机床工件之间的联结装置,使工件相对于机床或刀具获得正确位置。机床夹具的好坏将直接影响工件加工表面的位置精度,所以机床夹具设计是装配设计中一项重要的工作,是加工过程中最活跃的因素之一,是一种在金属切削机床上实现装夹任务的工艺装备,是机械加工工艺系统的一个重要组成部分[8]。 [资料来源:http://www.doc163.com]
[资料来源:https://www.doc163.com]
16000字
[资料来源:Doc163.com]