
WH212减速机壳体加工工艺及夹具设计

资料介绍:
摘要: 本设计要求“以质量求发展,以效益求生存”,在保证零件加工质量的前提下,提高了生产率,降低了生产成本,是国内外现代机械加工工艺的主要发展方面方向之一。通过对WH212减速器箱体零件图的分析及结构形式的了解,从而对减速器进行工艺分析、工艺说明及加工过程的技术要求和精度分析。然后再对减速器箱体的底孔、轴承孔的加工进行夹具设计与精度和误差分析,该工艺与夹具设计结果能应用于生产要求。 (毕业设计网 )
Abstract This Paper requires that" with quality beg development, with benefits seek to live on to store ", under the prerequisite of guaranteeing the quality of element processing , have raised productivity and reduced production cost, is one of mainly direction of domestic and international modern machining technology developing. Through knowing and analysis the configuration of the casing part drawing for WH212 gear reducer, so as to analysis the process, make process explanation and analysis the technical requirement and the precision of gear reducer. Then, carry out the design of clamping apparatus and analysis the precision and error for the processing of bearing hole and the base hole of the casing of gear reducer, this technology and the design result of clamping apparatus can apply in production requirement. [资料来源:Doc163.com]
关键词: 减速器 加工工艺 定位 夹具设计
Key phrase: gear reducer , processing technology , Fixed position ,Tongs design
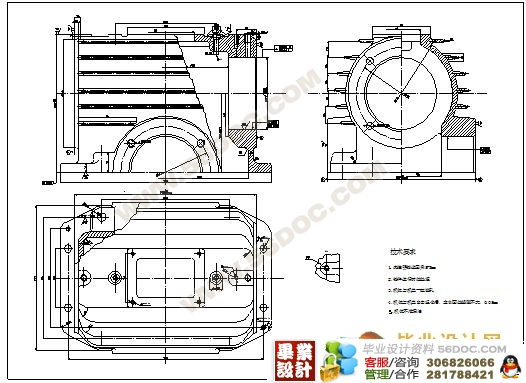
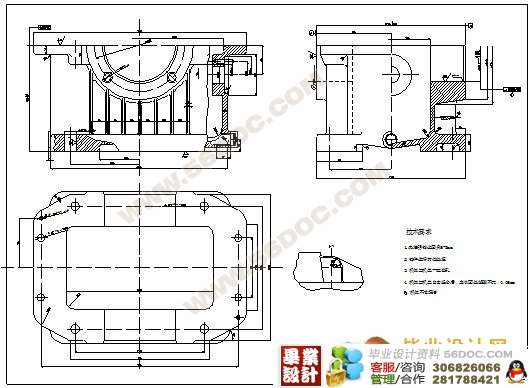
一、 减速器箱体的主要技术要求。
分离的减速器箱体的主要加工部位有:轴承支承孔、结合面、端面、底座(装配基面),上平面、螺栓孔、螺纹孔等。对这些加工部位的技术要求有:
1、减速器箱体、机盖的上平面与结合面及机体的底面与结合面必须平行,其误差一超过0.06/1000mmκ
2、减速器箱体结合面的表面粗糙度Ra植不超过两结合面间隙不超过0.03mm,取0.02mm。
3、轴承支承孔的轴线必须在结合面上,其误差不超过±0.2mm。
4、轴承支承孔的尺寸公差一般为HT,表面粗糙度Ra小于1.6μm,圆柱度误差不超过孔径公差的一半,孔距精度允许公差为±0.03mm~±0.05mm.
5、减速器箱体的底面是安装基准,保证精度为0.2mm.
6、减速器箱体各表面上的螺孔均有位置度要求,其位置度公差为0.15mm
参 考 文 献
[1]梁炳文主编,《机械加工工艺与窍门精选》,机械工业出版社。
[2]周增文 张亮蜂等编著,《机械加工工艺基础》,中南大学出版社。
[3]郑文虎编 ,《机械加工实用经验》,国防工业出版社。
[4]李喜桥编 ,《加工工艺学》,北京航空航天大学出版社。
[5]杨方主编 ,《机械加工工艺基础》,西北工业大学出版社。
[6]陈宏均主编,《实用机械加工工艺手册》,机械工业出版社。
[7]王绍俊主编,《机械制造工艺设计手册》,哈尔滨工业大学出版社。
[8]王生力主编,《重型机械制造工艺学》,冶金工业出版社1986年。
[9]谢明才等主编,《机床夹具设计》,机械工业出版社1980。
[10]李庆寿主编,《机床夹具设计》,机械工业出版社1984。
(毕业设计网 )
[11]李家宝主编,《夹具设计》,机械工业出版社1961。
[12]贵州工学院机制工艺研究室编,《机床夹具结构图》,机械工业出版社1983。
[13]龚定安 蔡建国编著,《机床夹具设计原理》,陕西科技出版社,1981年。
[14]潘晓弘,《机械制造工程》,浙江大学出版社2001年。
[15]刘文剑 曹天河编著,《夹具工程师手册》,黑龙江科学技术出版社1987年。
[16]于骏一主编,《典型零件制造工艺》,机械工业出版社1989年。
[17]成大先,王德夫,姜勇,等.机械设计手册[M].北京:化学工业出版社,1993。 [18]乐兑谦主编.《金属切削刀具》机械工业出版社,1985。
Abstract This Paper requires that" with quality beg development, with benefits seek to live on to store ", under the prerequisite of guaranteeing the quality of element processing , have raised productivity and reduced production cost, is one of mainly direction of domestic and international modern machining technology developing. Through knowing and analysis the configuration of the casing part drawing for WH212 gear reducer, so as to analysis the process, make process explanation and analysis the technical requirement and the precision of gear reducer. Then, carry out the design of clamping apparatus and analysis the precision and error for the processing of bearing hole and the base hole of the casing of gear reducer, this technology and the design result of clamping apparatus can apply in production requirement. [资料来源:Doc163.com]
关键词: 减速器 加工工艺 定位 夹具设计
Key phrase: gear reducer , processing technology , Fixed position ,Tongs design
一、 减速器箱体的主要技术要求。
分离的减速器箱体的主要加工部位有:轴承支承孔、结合面、端面、底座(装配基面),上平面、螺栓孔、螺纹孔等。对这些加工部位的技术要求有:
1、减速器箱体、机盖的上平面与结合面及机体的底面与结合面必须平行,其误差一超过0.06/1000mmκ
2、减速器箱体结合面的表面粗糙度Ra植不超过两结合面间隙不超过0.03mm,取0.02mm。
3、轴承支承孔的轴线必须在结合面上,其误差不超过±0.2mm。
4、轴承支承孔的尺寸公差一般为HT,表面粗糙度Ra小于1.6μm,圆柱度误差不超过孔径公差的一半,孔距精度允许公差为±0.03mm~±0.05mm.
5、减速器箱体的底面是安装基准,保证精度为0.2mm.
6、减速器箱体各表面上的螺孔均有位置度要求,其位置度公差为0.15mm
[资料来源:http://www.doc163.com]
参 考 文 献
[1]梁炳文主编,《机械加工工艺与窍门精选》,机械工业出版社。
[2]周增文 张亮蜂等编著,《机械加工工艺基础》,中南大学出版社。
[3]郑文虎编 ,《机械加工实用经验》,国防工业出版社。
[4]李喜桥编 ,《加工工艺学》,北京航空航天大学出版社。
[5]杨方主编 ,《机械加工工艺基础》,西北工业大学出版社。
[6]陈宏均主编,《实用机械加工工艺手册》,机械工业出版社。
[7]王绍俊主编,《机械制造工艺设计手册》,哈尔滨工业大学出版社。
[8]王生力主编,《重型机械制造工艺学》,冶金工业出版社1986年。
[9]谢明才等主编,《机床夹具设计》,机械工业出版社1980。
[10]李庆寿主编,《机床夹具设计》,机械工业出版社1984。
(毕业设计网 )
[11]李家宝主编,《夹具设计》,机械工业出版社1961。
[12]贵州工学院机制工艺研究室编,《机床夹具结构图》,机械工业出版社1983。
[13]龚定安 蔡建国编著,《机床夹具设计原理》,陕西科技出版社,1981年。
[14]潘晓弘,《机械制造工程》,浙江大学出版社2001年。
[15]刘文剑 曹天河编著,《夹具工程师手册》,黑龙江科学技术出版社1987年。
[16]于骏一主编,《典型零件制造工艺》,机械工业出版社1989年。
[资料来源:http://www.doc163.com]
[17]成大先,王德夫,姜勇,等.机械设计手册[M].北京:化学工业出版社,1993。 [18]乐兑谦主编.《金属切削刀具》机械工业出版社,1985。