
柴油机气缸体顶底面粗铣组合机床总体设计及夹具设计
摘要:本设计课题为柴油机气缸体顶底面粗铣组合机床总体及夹具设计。机床总体设计主要完成双面铣组合机床的“三图一卡”;拟订夹具的结构方案、绘制夹具总图及其零件图。
根据气缸体尺寸、形状、材料、加工部位的结构和加工精度、表面粗糙度等要求,确定选用卧式双面铣组合机床;为实现工件快进和工进配以移动工作台;被加工平面为大平面,材料为HT250,故刀具选择硬质合金端铣刀。夹具安装在移动工作台之上。在被加工零件的定位方面,本方案采用了“一面两销”的定位方式,以达到较好的定位效果。夹紧是通过手动夹紧,以四个压板实现夹紧,这样能很好的防止夹紧力作用下工件产生形变。由于被加工零件体积、重量较大,故采用支承板支承。另外通过夹具误差设计分析,能够较好地保证加工精度。
通过这样的设计来达到加工要求,以便能完成对柴油机气缸体顶底的粗铣,满足工厂制定的产量。
关键词:组合机床; 夹具; 气缸体; 铣削 [资料来源:http://Doc163.com]
The diesel of the overall modular machine tool and jig for thick mill the surface and bottom of cylinder body of the diesel engine
Abstract: The diesel of the overall modular machine tool and jig are designed for thick mill the surface and bottom of cylinder body of the diesel engine. The system design mainly completes “three charts and a card” about the two-sided mill modular machine-tool. The jig design is to complete the structure plan, the assembly drawing and the parts drawing.
According to the cylinder body size, the shape, the material, processing request and so on spot structure and processing precision, surface roughness, determined selects the horizontal-type two-sided mill aggregate machine-tool; In order to realize the work piece to enter quickly with the labor enters matches by moves the work table; Is processed the plane is the big plane, the material is HT250, therefore cutting tool choice hard alloy face cutter. The jig installs in moves above the work table. In is processed the components the localization aspect, this plan has used "two sells at the same time" the locate mode, by achieves the good localization effect. Clamps is through manual clamps, clamps by four clamps realizations, like this can very good prevent clamps under the action of force the work piece to have the deformation. Because is processed the components volume, the weight is big, therefore uses the support plate supporting. Moreover designs the analysis through the jig error, can guarantee the processing precision well.
[来源:http://Doc163.com]
I complete the design requirements according to such design, so that I can complete to the diesel engine was mad the cylinder body goes against the bottom the thick mill, satisfy the factory formulation the output.
[来源:http://Doc163.com]
Key words: modular machine-tool; jig; cylinder body ; milling
前言
根据工件加工的需要,以独立的通用部件为基础,配以部分专用部件组成的专用机床,称之为组合机床。它适用于小批、大批、大量生产企业,多用于加工量大的大、中型箱体和箱体类工件,完成钻孔、扩孔、车端面和凸台、在孔内镗各种形状槽,以及铣削平面和成形面。
通用部件是组成组合机床的基础。用来实现机床切削和进给运动的通用部件,如单轴工艺切削头、传动装置、动力箱、进给滑台等为动力部件。用以安装动力部件的通用部件如侧底座、立柱、立柱底座等称为支承部件。
组合机床的特点:
a.组合机床由70~90%的通用部件组成,可以缩短设计和制造周期。而且在需要的时候,还可以部分或全部进行改装,以组成适应新加工要求的新设备。这就是说组合机床有重新改造的优越性,其通用部件可以多次重复利用。
b.组合机床是按具体加工对象专门设计的,可以按最佳工艺方案进行加工。
c在组合机床上可以同时从几个方向采用多把刀具对几个工件进行加工,是实现集中工序,提高生产效率的最好途径。 [资料来源:http://doc163.com]
d.组合机床是在工件一次装夹下用多轴实现多孔同时加工,有利于保证各孔相互之间的精度要求,提高产品质量;减少了工件工序间的搬运,改善了劳动条件;减少了占地面积。
e.由于组合机床大多数零、部件是同类的通用部件,简化了机床的维护和修理。
f.组合机床的通用部件可以组织专门工厂集中生产,有利于提高产品质量和技术水平,降低制造成本。
随着电子技术的飞速发展,根据大批量生产多样化、中小批量多品种生产高效化的要求,以及产品更新加速的特点,70年代以来发展了新型组合机床----柔性组合机床。它是应用多位主轴箱、可换主轴箱、编码随行夹具、刀具的自动更换,配以可编程序控制器(PC)、数字控制(NC)等,能任意改变工作循环控制和驱动系统,能灵活适应多品种加工的可调可变的组合机床。
在我国,组合机床发展已有28年的历史,其科研和生产都具有相当的基础,应用也已深入到很多行业。是当前机械制造业实现产品更新,进行技术改造,提高生产效率和高速发展必不可少的设备之一。
机床夹具是在机床上加工零件时所使用的一种工艺设备,用它来准确地定位工件与刀具之间的相对位置,即实现工件的定位与夹紧,以完成加工所学要的准确相对运动。
[资料来源:http://Doc163.com]
由于夹具能有效地保证加工精度和提高劳动生产率,故已成为机械加工中不可缺少的工艺装备。为了适应机械制造业中产品更新快、品种多、中小批生产的要求,近些年来夹具设计的发展表现在以下几个方面:
a.通用夹具朝高精度、高效率、大范围方向发展;
b.专用夹具的发展不仅注重高精度与高效率,而且朝标准化与规格化方向发展;
c.大力发展可调整夹具与组合夹具;
b.发展能扩大机床使用范围和性能的夹具;
e.夹具的设计与制造采用新工艺、新结构、新材料。 [资料来源:www.doc163.com]
机床总体设计
1被加工零件分析
被加工零件:柴油机气缸体
材料:HT250
硬度:HB180-240
年产量:65000件
加工部位:顶底面
加工要求:气缸体表面粗糙度被加工到6.3 ,顶底面尺寸至427±0.3mm。
2机床结构的确定
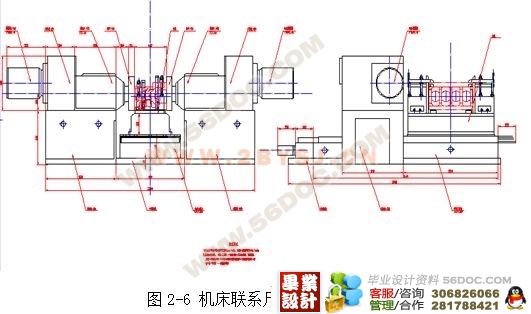
根据被加工零件加工要求:顶底面两面粗铣,选择双面铣组合机床。
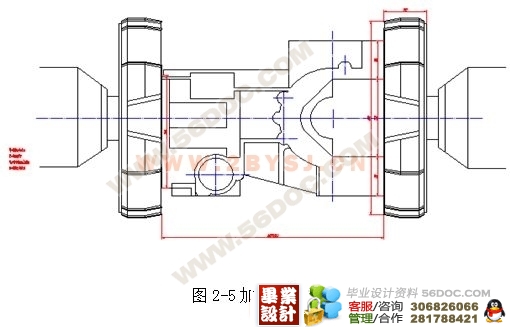
被加工零件置于移动工作台上,两边分别设两把铣刀,以两个电动机驱动。
另外还应有部件包含:两个侧底座,一个中间底座,两个铣削头,及两个主轴箱及夹具。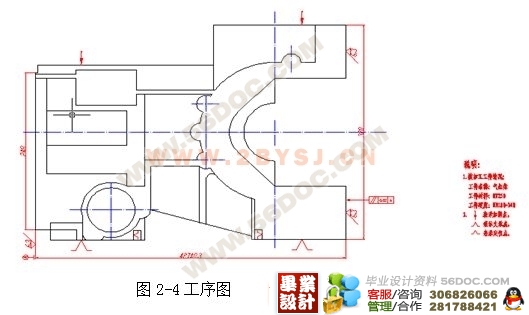

目 录
1 前言………………………………………………………………………………1
2 机床总体设计…………………………………………………………………3 [来源:http://Doc163.com]
2.1 被加工零件分析………………………………………………………………3
2.2 机床结构的确定………………………………………………………………3
2.3 本组合机床的特点………………………………………………………………3
2.4 切削用量的确定………………………………………………………………3
2.5 各部件的造型………………………………………………………………4
2.6 绘制“三图一卡”………………………………………………………………7
3 夹具设计…………………………………………………………………………………12
3.1 概述……………………………………………………………………………………12
(毕业设计)
3.2 设计的前期准备………………………………………………………………………13
3.3 定位装置的确定……………………………………………………………………13
3.4 确定夹紧方案……………………………………………………………………16
3.5 其他元件的设计……………………………………………………………………18
3.6 夹具的公差配合及技术要求…………………………………………………………18
3.7 工序的精度分析……………………………………………………………………21 [资料来源:www.doc163.com]
4 总结………………………………………………………………………………………25
5参考文献…………………………………………………………………………………26
6 致谢……………………………………………………………………………………27
7 附录………………………………………………………………………………………28
附 录
序号 图名 图号 图副
1 加工工序图 YG02-0001 A3
2 加工示意图 YG02-0002 A2 [资料来源:http://www.doc163.com]
3 机床尺寸联系总图 YG02-0003 A0
4 夹具总装图 YG02-2001 A0
5 夹具体 YG02-2011 A0
6 支座 YG02-2012 A2 [资料来源:http://www.doc163.com]
7 顶杆(长) YG02-2041 A4
8 顶杆(短) YG02-2042 A4
9 压板 YG02-2043 A4
10 手柄 YG02-2044 A4 [资料来源:http://doc163.com]
11 导向板(短) YG02-2045 A3
12 导向板(长) YG02-2046 A3
13 法兰盘 YG02-2047 A4
14 削边销 YG02-2048 A4
[版权所有:http://DOC163.com]
15 生产率计算卡
参 考 文 献
[1]杨黎明. 机床夹具设计手册[M].北京: 国防工业出版社 ,1996.
[2]徐发任. 机床夹具设计[M]. 重庆:重庆大学出版社,1993.
[3]陈秀宁、施高义编. 机械设计课程设计[M]. 浙江: 浙江大学出版社,1995.
[4]王建平 夏季 曾国英. 加工夹具定位误差的计算[A]. 重型机械科技,2005.
[5]徐锦康主编. 机械设计[M]. 北京: 机械工业出版社, 2001.
[6] 李益民. 机械制造工艺设计设计手册[M]. 北京: 机械工业出版社, 1995.
[7] 王伯平. 互换性与测量技术基础[M]. 北京:机械工业出版社,2000.2.
[8] 金振华. 组合机床及其调整与使用[M]. 北京:机械工业出版社,1990.4.
[9] 谢家瀛. 组合机床设计简明手册[M]. 北京:机械工业出版社,1996.8.
[10] 李益明. 机械制造工艺设计简明手册[M]. 北京:机械工业出版社,1993.6.
[11] 艾兴 肖诗纲. 切削用量简明手册[M]. 北京:机械工业出版社,1994.7.
[12] 程健 郭一楠 孙伟 穆俊英-Status Evaluation of Loose of Jig Bed Based on Fuzzy Inference System [A].JOURNAL OF CHINA UNIVERSITY OF MINING AND TECHNOLOGYJOURNAL OF CHINA UNIVERSITY OF MINING AND TECHNOLOGY.2003.