
钟形壳加工工艺规程设计(含CAD零件图夹具图)

资料介绍:
钟形壳加工工艺规程设计(含CAD零件图夹具图)(任务书,说明书5500字,CAD图纸37张,工艺卡工序卡)
1.零件图工艺性分析
1.1零件结构功用分析:
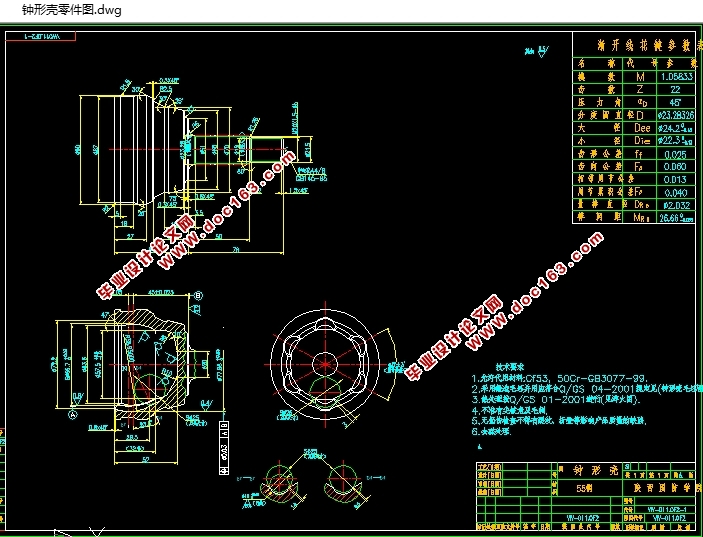
钟形壳是球笼万向节的一个重要的组成零件,钟形壳用滚道和其他部件连接共同在传动装置中传递动动力,在传递力矩的过程中其要承受很强的冲击力和和很大的交变载荷。滚道是零件的主要面,也是零件中有加工难度的曲面。
1.2零件结构工艺性分析:
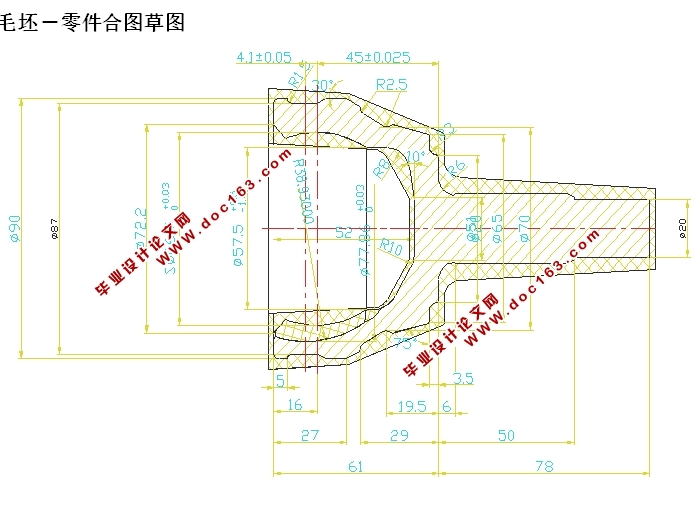
由零件图可知,该零件外形不复杂、尺寸不大,壳部外圆面用成形车刀或数控车床加工可提高效率,内表面的中的滚道是由一个球体旋转而成,加工中既要保证滚道的直径尺寸,又要保证滚道圆心所在的圆的尺寸,这用成形铣刀是加工粗出来的,而且滚道处在零件的内部有给加工带来一定的难度,因此滚道是零件中最难加工曲面,用而且在变动和冲击载荷环境下,对滚道的要求很高,因此滚道是该是零件最重要的面。
滚道处的倒角的旋转圆的和滚道的不是同一圆心这给滚道的加工又提高了难度.
花键要求不高,用滚压的方法加工。
螺纹用滚压和车削都可以,但零件属于大批量,考虑加工效率用滚压。
1.3技术条件分析:
a)零件中外形尺寸精度较低便于加工,
[资料来源:http://www.doc163.com]
内表面中Sφ66.70.03 0表面粗糙度Ra为0.8μm,需要成型砂轮磨削加工
滚道相关尺寸φ18+0.05 0尺寸公差等级IT9 φ77.86+0.03 0尺寸公差等级IT7 滚道表面粗糙度Ra为0.4μm,需要进行精磨加工,给滚道的加工提高了很大难度
滚道对Sφ66.70.03 0面和φ51面位置度要求为φ0.03
b)花键虽然为非标但要求很低,用滚压便可达到要求而且效率高.
螺纹要求低采用滚压加工,效率高
[资料来源:http://Doc163.com]



[来源:http://Doc163.com]
目 录
第一部分 工艺设计说明书……………………………………………………………………………1
第二部分 第35道工序夹具设计说明书……………………………………………………………
第三部分 第3道工序刀具设计说明书……………………………………………………………
第四部分 第90号工序量具设计说明书……………………………………………………………
第五部分 毕业设计体会………………………………………………………………………………
[资料来源:http://doc163.com]
上一篇:十字轴机械加工工艺及钻6孔夹具设计(含CAD零件图装配图,工艺卡)
下一篇:基于UG的铣床夹具虚拟设计及运动仿真(含CAD图纸,UG三维图,工艺工序卡)