
方头小轴加工工艺及铣夹具设计(含CAD零件图夹具图)
方头小轴加工工艺及铣夹具设计(含CAD零件图夹具图)(论文说明书10000字,CAD图纸4张,工艺卡,工序卡)
摘 要
本文首先对方头小轴零件进行分析,通过对方头小轴进行研究和分析,描述了它的毛坯制造形式、机械加工余量、基准选择、工序尺寸和毛坯尺寸的确定,以及切削用量和工时的计算和加工刀具的设计等相关内容。
在这次毕业设计中,根据课题所给的零件图、技术要求,通过查阅相关资料和书籍,了解和掌握了的机械加工工艺和编程的一般方法和步骤,并运用这些方法和步骤进行了方头小轴铣方头扁位夹具设计,整个铣扁位夹具的设计的指导思想“简便、高效、经济”。力求生产处符合要求的产品。
关键词:方头小轴;加工余量;铣扁位夹具;经济
ABSTRACT
This design is a lather to become soon an appropriation for inside pulling out fork spare parts processing craft rules distance and some work prefaces tongs design.This pull out the construction of the fork spare parts than for complicacy, its the place that process is a peaceful in bore primarily.This design processes after processing first the bore.Process with flat surface the clear and definite dividing the line the bore the coarseness processes to process with the nicety the stage to guarantee their process the precise degree. [资料来源:http://Doc163.com]
The basis of automation. Use of machine tools, need a large number of skilled personnel of modern numerical control technology. The application of numerical control technology not only bring revolutionary change to traditional manufacturing industry, manufacturing industry has become a symbol of industrialization, and with the continuous development of numerical control technology and application field expands, it to the national economy and people′s livelihood some important industry plays a more and more important role in the development.
KEYWORDS:fixture multi-function; Die forging links; Group technology;clipping tight
2.1 零件的分析
2.1.1 零件的作用
题目所给的零件是方头小轴。 它一般用于与其他零件的连接处,一般起到连接的作用。
2.1.2 零件的工艺分析
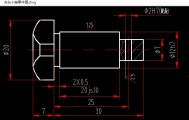
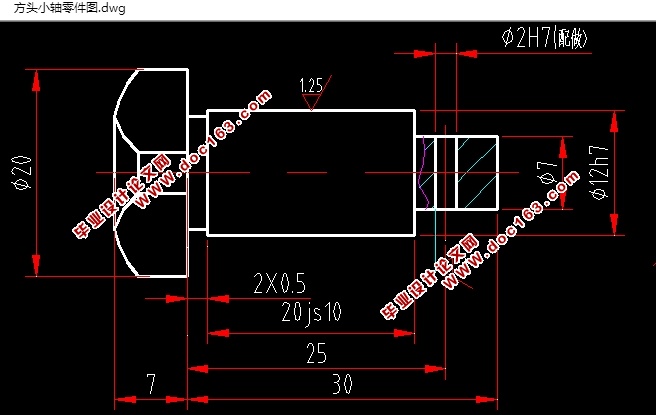
零件的材料为20Cr,20Cr属于圆钢,方头小轴零件就是通过锻压而成。以下是方头小轴需要加工的表面以及加工表面之间的位置要求:
(1) 外圆 的车削加工。
(2) 外圆 的车削加工。
(3) 沟槽2X0.5的车削加工。
(4) 17X17扁位的铣削加工。
(5) 的钻、绞削加工。
由上面分析可知,可以先加工方头小轴的外圆表面,然后以此作为基准采用专用夹具进行扁位的铣削加工,并且保证位置精度要求。再根据各加工方法的经济精度及机床所能达到的位置精度,并且此方头小轴零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。
[来源:http://www.doc163.com]
目录
摘要 I
ABSTRACT II
第一章 绪论 1
1.1课题背景 1
1.2夹具的发展史 1
1.3 小结 1
第二章 方头小轴的加工工艺规程设计 2
2.1零件的分析 2
2.1.1零件的作用 3
2.1.2零件的工艺分析 4
2.2确定生产类型 8
2.3确定毛坯 12
2.3.1确定毛坯种类 13
2.3.2确定零件加工余量及形状 15
2.3.3绘制零件毛坯图 17
2.4工艺规程设计 18
2.4.1选择定位基准 18
2.4.2制定工艺路线 18
2.4.3选择加工设备和工艺设备 19
2.4.4机械加工余量、工序尺寸及公差的确定 19
2.5确定切削用量及基本工时 19
2.5.1工序20:粗车右端外圆及端面至 20
2.5.2工序30:调头装夹,粗车左端外圆及端面 21
2.5.3工序40:粗车 外圆至尺寸 22
2.5.4工序50:粗车 外圆至尺寸 22
2.5.5工序70:精车 至尺寸 22
2.5.6工序80:车沟槽2X0.5 23
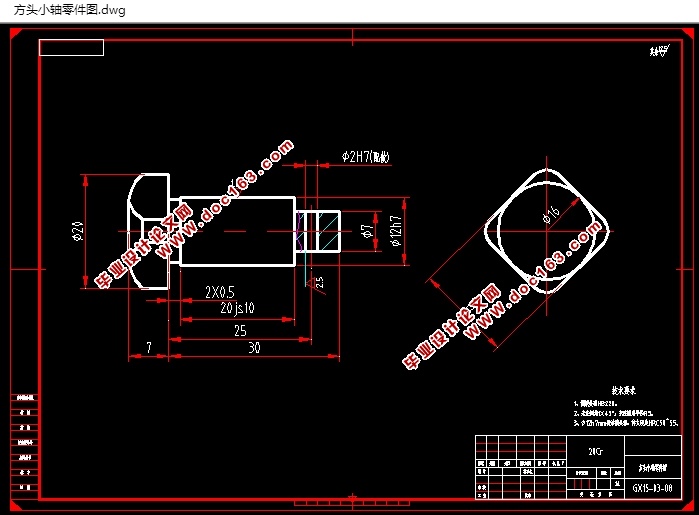
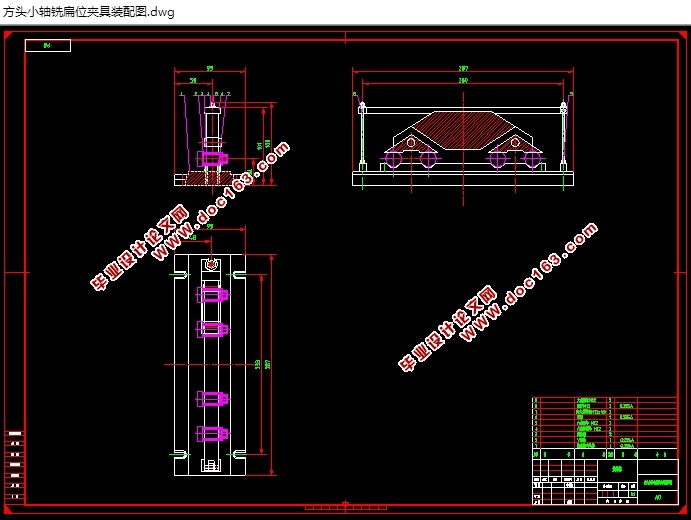
2.5.7工序90:铣方头扁位17X17 23
2.5.8工序100:钻、绞 H7孔 23
第三章 专用夹具设计 24
3.1铣夹具设计 25
3.1.1问题的提出 25
3.1.2夹具的设计 26
第四章 刀具设计 26 [资料来源:Doc163.com]
结论 28
参考文献 29
致谢 30
[来源:http://Doc163.com]
上一篇:操纵杆支架加工工艺及夹具设计(含CAD零件图夹具图)
下一篇:底板连接板冲压工艺和模具设计(含CAD图,SolidWorks,STEP三维图)