
列车轴支承座加工工艺及夹具设计(精品)

列车轴支承座加工工艺及夹具设计(精品)(选题审批表,任务书,开题报告,中期检查表,论文说明书20000字,工序卡,CAD图16张)
摘 要:夹具在工艺设备中占有十分重要的地位,它对保证工件的加工精度、提高生产效率、降低生产成本、扩大机床使用范围等方面具有重要作用。因此,夹具设计是机械加工中一项重要的工艺装备设计工作。本次设计是根据某车辆制造企业实际的生产需要而提出,主要是设计列车轴支撑座钻侧面和镗侧面孔的夹具,采用了气动夹具结构,保证了工件的加工质量,改善劳动条件,提高生产效率,从而提高经济效益。
关键词:镗床;夹具;工艺;
The Desigen of Automotive for PKZ160 of The Bomsster Thechnology Fabrication and Fixture
Abstract:Fixture has so many advantages in production that it takes a very important part in the manufacturing,for example, decreasing the production time, reducing the work difficult, improving product quality as the precision is assured , and so on,Which have a great benefit to the production efficiency and cost down.So jig design is very important in the machining. The design in this article is based on actual requirements of a vehicle manufacturer. It’s mainly about automotive for PKZ160 acle box processing thechnology of bore.The purpose for the design is to ensure the process quality, improve working conditions and production efficiency, and to achieve improving economic returns at last. [版权所有:http://DOC163.com]
Key words:Boring machine;Automotive;Technology;
[资料来源:http://Doc163.com]


[资料来源:www.doc163.com]
目 录
摘要……………………………………………………………………………1
关键词…………………………………………………………………………1
1 前言……………………………………………………………………………2
1.1 夹具的特点…………………………………………………………………2
1.2 研究夹具的目的和意义………………………………………………………5 [资料来源:http://doc163.com]
1.3 夹具的国内外现状和发展趋势…………………………………………………6
1.4 夹具的基本结构和工作原理……………………………………………………6
2 工艺设计…………………………………………………………………………………7
2.1 确定生产类型……………………………………………………………………7
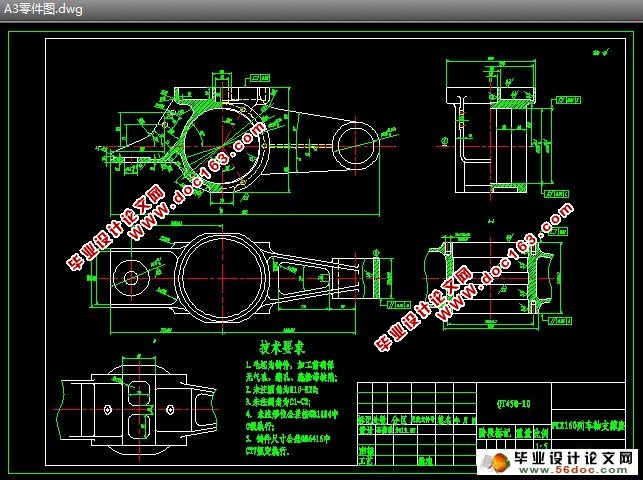
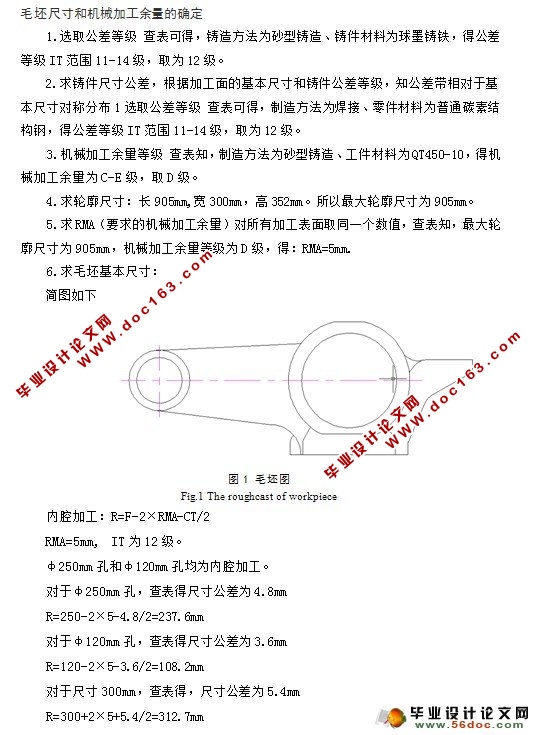
2.2 毛坯选择和毛坯图说明…………………………………………………………………7
2.2.1 选择毛坯…………………………………………………………………7
2.2.2 毛坯尺寸和机械加工余量的确定………………………………………7
2.3 选择加工方法,制定工艺路线…………………………………………………8
2.3.1 表面加工方法的确定……………………………………………………8
2.3.2 加工阶段的划分…………………………………………………………8
2.3.3 工序的集中和分散………………………………………………………9 [资料来源:Doc163.com]
2.3.4 工序顺序的安排…………………………………………………………9
2.4 工艺装备的选用…………………………………………………………………9
2.5 加工余量、工序尺寸和公差的确定……………………………………………9
2.6 切削用量、时间定额的计算……………………………………………………11
2.6.1 粗铣上下端面…………………………………………………………11
[资料来源:Doc163.com]
2.6.2 粗镗φ45mm孔…………………………………………………………11
2.6.3 粗镗环槽………………………………………………………………11
2.6.4 精铣下端面……………………………………………………………11
2.6.5 粗铣工件侧表面………………………………………………………12
2.6.6 粗镗φ120mm孔…………………………………………………………12 [资料来源:http://doc163.com]
2.6.7 粗镗φ250mm、φ255mm孔………………………………………………12
2.6.8 半精镗φ250mm、φ255mm孔……………………………………………13
2.6.9 半精镗φ120mm孔………………………………………………………13
2.6.10 精镗φ120mm、φ124mm孔……………………………………………13
2.6.11 精镗φ250mm、φ255mm孔……………………………………………13
2.6.12 钻、扩、铰螺纹孔……………………………………………………13 [资料来源:Doc163.com]
3 专用夹具设计…………………………………………………………………………13
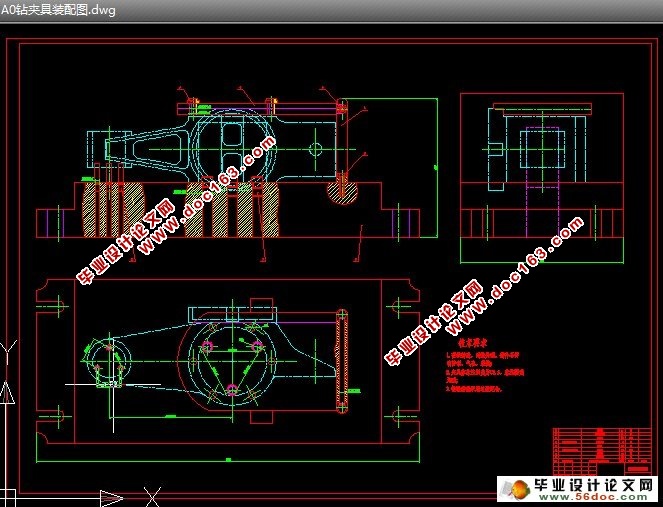
3.1 钻侧面螺纹孔夹具设计………………………………………………………14
3.1.1 研究原始资料…………………………………………………………14
3.1.2 定位基准的选择………………………………………………………14
3.1.3 定位误差分析…………………………………………………………14
3.1.4 切削力及夹紧力的计算………………………………………………14
3.1.5 导向装置的确定………………………………………………………15
3.1.6 定位元件的确定………………………………………………………16
3.1.7 设计夹具体……………………………………………………………17
3.2 镗孔夹具设计…………………………………………………………………17
[资料来源:http://www.doc163.com]
3.2.1 研究原始资料…………………………………………………………17
3.2.2 定位基准和元件的确定………………………………………………17
3.2.3 切削力及夹紧力的计算………………………………………………19
3.2.4 镗套类型的选择与设计………………………………………………20
3.2.5 衬套的选择与设计……………………………………………………21
3.3 夹紧装置………………………………………………………………………21 [资料来源:https://www.doc163.com]
3.3.1 夹紧基本原理理论……………………………………………………21
3.3.2 夹紧支板………………………………………………………………22
3.3.3 夹紧螺钉………………………………………………………………22
4 夹紧在安装和操作时应注意的事项…………………………………………………23
4.1 夹具的安装……………………………………………………………………23 [来源:http://Doc163.com]
4.2 夹具在操作时应注意的事项…………………………………………………23
4.3 气缸的选配……………………………………………………………………24
5 夹具的相关分析………………………………………………………………………26
5.1 夹具的经济效益分析…………………………………………………………26
5.2 单工位夹具与成组夹具的分析………………………………………………27
[版权所有:http://DOC163.com]
5.2.1 夹具基体的设计………………………………………………………28
5.2.2 机壳成组夹具结构……………………………………………………28
5.3 误差分析………………………………………………………………………30
5.3.1 定位误差分析…………………………………………………………30
5.3.2 装备误差分析…………………………………………………………31
6 镗模的镗孔精度计算…………………………………………………………………31
7 结论……………………………………………………………………………………33
8 参考文献………………………………………………………………………………33
9 致谢……………………………………………………………………………………34 [资料来源:http://Doc163.com]
10 附录……………………………………………………………………………………35 [资料来源:https://www.doc163.com]