
镗杆数控加工工艺及程序设计(UG三维,CAD)

镗杆数控加工工艺及程序设计(UG三维,CAD)(UG三维图1张,CAD图2张,设计说明书10000字)
摘要
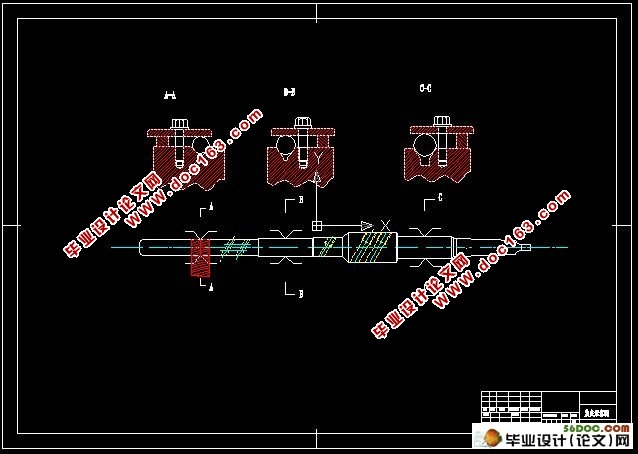
本设计中的零件(镗杆)属于车铣综合型零件,加工难度较大:在车削加工中,该零件属于细长轴,细长轴的加工难度比较大,其特点是刚性较差,轴容易产生弯曲和振动,因此常出现翘曲、锥度过大凸肚竹节、棱形、不圆等状态,最终造成工件不能达到精度和表面粗糙度的要求,本题针对其加工难点,制定出合理的加工方案;在铣削加工中,由于该轴上的孔与轴线存在角度,所以在装夹时存在一定的难度,本设计根据其现状设计出合理的夹具,保证加工的精度要求。
关键词:细长轴、工艺分析、夹具设计、程序编制
该轴属于阶梯轴类零件,它主要由圆柱面、圆锥面、圆弧、螺纹、孔组成,从加工精度来看,该零件的同轴度要求较高,在半精加工、精加工中在车削之前都应该对零件表面进行找正,保证其圆跳动在0.005mm内。此外,该零件从左至右的尺寸φ22、φ26、φ40、φ30都具有较高的尺寸精度要求及表面粗糙度要求。这些技术要求都必须在加工中得以保证,因此,该镗杆的关键工序就是这几个部分的加工。
2、确定毛坯
轴类零件可根据使用要求、生产类型、设备条件及结构,选用棒料、锻件等毛坯形式。对于外圆直径相差不大的轴,一般以棒料为主;而对于外圆直径相差大的阶梯轴或重要的轴,常选用锻件,这样既节约材料又减少机械加工的工作量,还可改善机械性能。 [来源:http://Doc163.com]
该零件外圆表面相差不大,选择φ42×528mm的棒料,材料为20 Cr。

目录
摘要 2
目录 3
前言 4
1、零件图样的分析 5
2、确定毛坯 5
3、确定零件加工工艺方案 5
4、加工顺序的安排 6
5 机床的选择 7
6、确定定位基准 7
7、热处理工序安排 8
8、确定装夹方案 8
9、刀具的选择 10
10、切削用量的选择 13
11、车削中的注意事项 15
12、总 结 16
致 谢 18
参考文献 19
附 录 20
上一篇:皮带轮的数控加工工艺及程序设计