
基于PLC卷取张力的控制与高精度排丝系统的设计

基于PLC卷取张力的控制与高精度排丝系统的设计(含任务书,开题报告,外文翻译,毕业论文16000字,进度检查表)
摘要
排丝系统是焊丝生产的关键系统之一,其控制的好坏直接影响到焊丝的质量。目前的排丝机多采用零角度排丝,可靠性低。本文根据现有的排丝设备及现有的制备条件,从方便性及实用性的角度出发设计一套符合自身条件的自动排丝系统。整个系统由西门子系列S7-200可编程序控制器作为控制核心。改造以后,可以实现整个制备过程及排丝的自动化控制。
本文首先介绍了排丝机机械结构的组成和工作原理。其次,为实现焊丝的自动排丝,设计了硬件控制系统和软件控制系统。硬件由模拟量采集模块来处理张力传感器输入的张力信号,由可编程序控制器对模拟量模块的信号操作和计算,模拟量输出传给变频器,变频器可以实现对电机速度的控制,以实现焊丝的高精度排丝。并且能使排丝伺服系统能够适应各种变化而不断的修正控制器的参数,控制速度环跟随理想模型,从而使位置环输出达到理想效果,从而实现高精度排丝。
最后,对整个系统的软件进行设计并搭建仿真模型,通过仿真研究表明在系统具有不确定因素的情况下,本文设计的解决方案对于改善系统的性能具有较明显的效果,整个系统设计完成。
[来源:http://Doc163.com]
关键词:可编程控制;卷取;张力控制;排丝
Abstract
Wire system is one of the key systems welding wire production, its control is good or bad,what directly affects the quality of the welding wire. The current row winder row silk with the zero angle, reliability is low. In the article, according to the existing wire array equipment and preparation conditions, thinking of convenience and practical, a automatically collecting wire system is designed, that is fit to own condition. The system used the Siemens S7-200 series of Programmable Logic Controller as the control core . After the transformation, it can achieve automatic control of the entire preparation process, free of the manpower from the complex process.
In this paper, it first introduced the line of silk machine mechanical mechanism composition and working principle. Secondly ,to realize automatic take-up of welding wire,the hardware control system and the winding mechanical device is designed. The analog collection module can receive the tension signal, that is come from tension sensor. The PLC can mange and calculate the analog signal. The analog signal come from analog collection hand down to the inverter. The inverter can control the speed of the motor. The speed of the winding motor runs after the tension diversification. In this case, this system can adjust the controller’s parameter when the object changed, so the speed loop can follow the ideally reference model and the position loop can have perfect control performance , the high-precision wire array can come true. [资料来源:https://www.doc163.com]
Finally, software design and build simulation model of the whole system, through the simulation study show that systems have uncertainties, this paper design solutions to improve the performance of the system has the obvious effect, the whole system design is completed.
Keywords : Programmable logic controller ; winding ; Tension control; Wire array
本文研究内容
本课题的研究内容是基于PLC的卷绕张力控制与高精度排丝系统的设计。通过大量的调研和分析吸取各类排丝设备的优点,针对用户需求,设计一款基于PLC控制的排丝系统,从而达到维护成本、提高焊丝生产质量与生产能力的目的。焊丝的排丝是生产中的重要环节,排丝系统性能的优劣直接关系到产品的产量和品质。焊丝排线过程中最关键的技术就是对控制部分的设计,不能准确控制排丝过程会造成焊丝质量的下降、后续工序的难以进行。
由于焊丝在进行施焊时需要均匀的放丝,均匀的阻力,稳定的电弧的特殊要求,所以对排丝机的工艺及排丝精度有很高的要求。它要求焊丝高精度排丝,排列整齐,且要保持恒定的卷取张力。
根据上述工艺控制要求,研制出的排丝机工艺控制应包括以下内容:
[来源:http://Doc163.com]
1)放线变频调速控制的设计要求张力保持恒定以及线速度的自适应;
2)排线器左右运动是要求伺服驱动走动平稳,跟踪和定位的精度高;
3)角度自适应控制的要求和主机的互动及精确;
4)排线设备移动定位和自动换相;
5)固定长度的光电检测精度,自动平稳停止;
6)人机界面系统操作十分方便。

目录
摘要 III
Abstract IV
目录 V
1 绪论 1
1.1 研究背景 1
1.2 研究意义和目的 2
1.3 本文研究内容 3
2 排丝机的总体控制方案设计 5
2.1 排丝机的机械结构及运动分析 5
2.2 卷取控制要求 6
2.3排丝控制要求 7
2.4 排丝机控制系统的方案 7
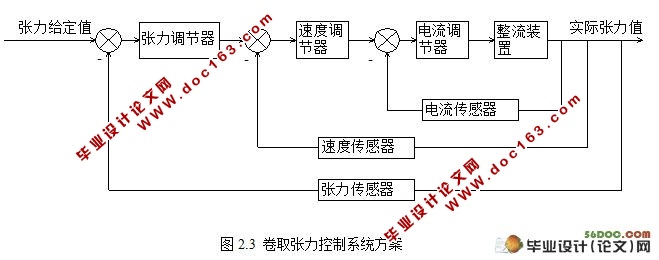
2.4.1卷取张力控制方案 7
2.4.2排丝控制方案 10
2.5小结 15
3 排丝机控制系统设计 16
3.1 硬件设计 16
3.1.1 器件的选择 16
3.1.2 I/O地址分配表 17
3.1.3 I/O接线图 18
3.1.4 主电路电气图 18
3.2 软件设计 20
3.3 小结 25
4 系统的仿真 26
4.1 Matlab语言和Simulink简述 26
4.2控制系统的仿真 26
4.2.1 恒张力仿真 26
4.2.1 排丝伺服系统的仿真 28
4.3 小结 29
5 结论与展望 30
5.1 结论 30
5.2 不足之处以及对未来的展望 30
致谢 31
参考文献 32
[资料来源:www.doc163.com]
下一篇:PLC在混凝土搅拌站中的应用