
��ע��ģ���(�����չ��̿�)

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
��ע��ģ���(�����չ��̿�)(�����ⱨ��,���ڼ���,����˵����6800��,CADͼֽ)
������������о�˼·������Ҫ�о����������������õ��о��������ֶΣ�;���������Ȱ��ŵȣ���
1. ��ͨ���ռ��Ͳ��ĸ����������Ϻ���ͬѧ��ʦ�Ľ�����ָ������Ŀǰ�����������ģ�ߵķ�չ״���ͷ�չ���ƽ���������˽⣬Ԥ����ʱ���죻
2. �õ������Ľṹ��ͼ���Թ������нṹ��״���ߴ羫�ȡ��ӹ������Եȷ���������ϸ�ط�����������������Ͽ��Ƿ���ϳ�������ṹ��ƣ�Ԥ����ʱ���죻
3. �������ܼ������Է������ⶩ���еĹ��չ�̣��������������о���ȷ���ܼ�ע�ܹ��ղ�����ѡ��ע������ͺš�������ʱ�����졣
4��������Ҫ����Ƽ��㣬���ø��־��鹫ʽ���߾������ݶ��ܼ����������������о����ǻ�����ߴ�ļ��㣬ģ��������ȴϵͳ�ļ����Լ�ע�ܻ��йز�����У�˰�����ע����У�ˣ�ģ�ߺ��У�ˣ���ģ�г�У�ˣ�ģ����ע�ܻ��ϵİ�װ��̶��ߴ�У�ˣ�Ԥ������ʱ�����죻
5�������ܼ��Ľṹ�����ϣ���������������ģ�ߵ�������ƣ�����ע�ܻ����ͺ�ѡ����ǻ��Ŀ��ȷ������ǻ�����з�ʽ�����������ƣ�����ʽ����ģ��ʽ����ƣ���עϵͳ����Ƶȷ������ƣ�������У�Ӧ���ۺϿ���ģ�ߵİ�װ��ά�ޣ�����Ч�ʵȣ�Ԥ����ʱ�����죻 [������Դ��http://www.doc163.com]
6. ��ģ�ߵ���Ҫ�㲿��������ƣ���Ҫ�ж�ģ����ģ�����������Ƽ��塢ģ�ܺ͵�������������ݹ�����Ҫ����Ƴߴ磬�����������ͼֽ��Ԥ������ʱ�����죻
7. ģ�ߵ���װͼ����ԭ������װ���ͼ����Ҫ��ʱ�����죻
8. ģ����Ҫ�㲿���ļӹ����չ��̣�ģ����ģ����������ƣ�Ԥ����ʱ�����죻
9. ģ�ߵ�װ������ԣ�Ԥ����ʱ���죻
2 ��ѹ���շ���
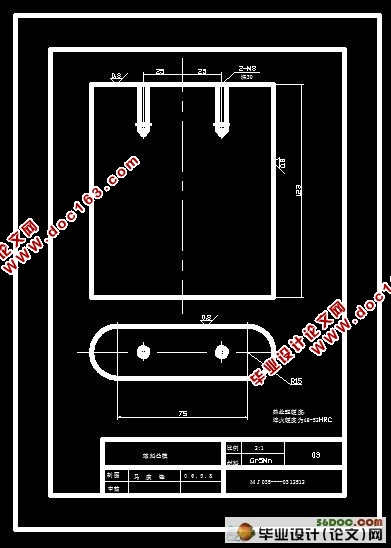
�� ����ֻ�����Ϻͳ������������Ϊ��֤�����ļӹ����������ǣ������ɼ���ģ������Ҫ�ֲ��ӹ�������ÿ����λ�����м����ӹ��Ļ�����ģ�ܽṹ̫������ �ĸ���λ�ļӹ����̡�������������λ�ļ�������ģ—���ϳ�ӹ����������A3�Ǿɴ��ţ��²��ϴ�����Q235���������õij�ѹ���ܣ����б�����С���� �㣬��Ӧ�ڳ�üӹ������ǵ�������Գߴ�ϴ�ͼӹ�������Ч�ʵ�Ŀ�ģ�������Զ����ϡ�ģ�ߵĽṹ��Լ�ֻ��ֱ��90��28�����Ϻ�ֱ��14.5�� 50�ij�ס��������ɹ����˿ײ���IT12�����ϲ���IT14�Ĺ����������ȫ������ͨ��õ�Ҫ��.
2��1 ��ù��շ���������ȷ��
�ù��������ϰ������Ϻͳ���������������Բ������¼����ӹ�������
����һ���ȳ�ף������ϵĻ����ӹ���������һ��һ���ĵ�����ģ�ӹ���
�����������—���ϸ��ϳ�ѹһ�Σ��ٲ��õ�����ӹ���������λ���ϼӹ���
�����������—���ϸ���ģ��һ�μӹ�����ɹ����ӹ���
�����ģ����—���ϼ�����ѹ�ӹ������ü�������ģ�������ӹ���
�� ��һ��ģ�߽ṹ��Լ�������Ҫ�ĸ���λ��Ҫ����ģ�߽��У��������ɱ���ԱȽϸߵĶ�������Ч�ʵͣ������ڴ�����������Ҫ��������ֻҪһ��ģ�ߣ��� ���ľ��ȼ�����Ч�ʶ��dz��ĸߡ���ģ�ߵ����ں��ǣ�2.0~2.5��T���������ģ�ߵ�ǿ�Ƚϲ������Ѷ�Ҳ���ӡ����ҳ�ѹ����Ҫ����ģ���ڲ��ķ� �ϲ������ų������Բ������Ӱ�죬�����������㡣��������������Ҳ��Ҫһ��ģ�ߣ�����Ҳ���Դﵽ�൱�ߵľ��ȣ�����Ч��Ҳ�ߡ��������ڱ�ģ����Ҫ���ֶ�� ��λ�����ģ�ߵ����νṹ����ģ�߳ɱ����ӣ��������ڴ����������������ģ��÷���Ҳ��һ��ģ�ߡ�����Ч�ʸߣ��������㣬��������Ҳ��������Ҫ��ͨ���� ���ĸ������ķ������ù������ڵ��ĸ�����Ϊ�ѡ�
3 ����Ƽ���
3.1 ������ʽ��ȷ��������� [��Դ��http://www.doc163.com]
��Ƽ���ģ�ߣ�����Ҫ������ϵ�����ͼ�������ǻ��γ�ѹ��Ȧ�����ϵ������ʵͣ���Ҫ����ֱ�š���ͼ��ʾ��
���ֵ���ݹ����IJ���Q235�����ĺ�ȡ�ѡ����ֵΪ2.5�L��2�L�����Ͽ���Ϊ135�L��������92�L��һ������IJ�����������72.75%������ ������ѡ����950�L×1500�L�ĸְ塣ÿ�Ÿְ���Լ���10�����ϼ�95�L×1500�L��ÿ�������Ͽ�����16����λ����ÿ��������������72%�� [������Դ��http://Doc163.com]
��ͼ�嵥
������ʽ��ȷ�� …………………………………………….4
��ģ�ο�ͼ…………………………………………………..6
��������п�…………………………………………………7
����……………………………………………………………8
������…………………………………………………………2
���ϸ�……………………………………………………….13
[������Դ��http://Doc163.com]
��һƪ�����Ƚ���ע��ģ�����(��cad���ͼ��װ��ͼ)
��һƪ�����ڹǼ�ע��ģ�����(��cad���ͼ��װ��ͼ)