焊片冲压成形工艺与模具设计(含工艺卡片)

资料介绍:
焊片冲压成形工艺与模具设计(含工艺卡片)(含任务书,中期检查表,毕业论文说明书10000字,cad图纸11张)
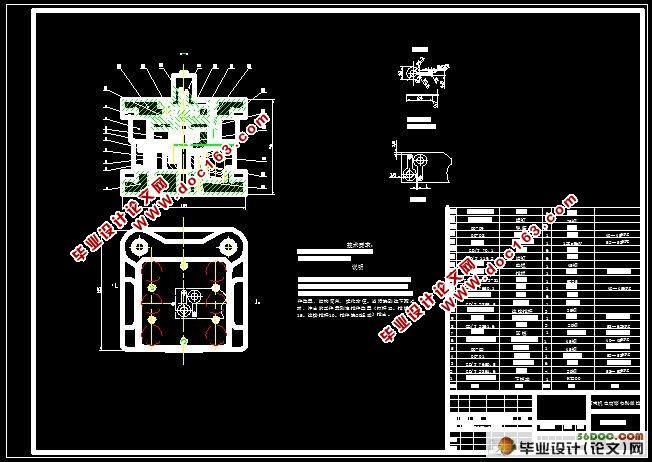
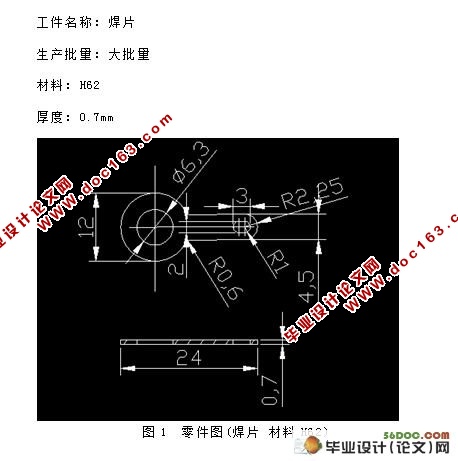
焊片属于形状较为简单的冲压件,分析其工艺性,并确定工艺方案。根据计算确定本制件的排样方案及冲裁力,然后选取合适的压力机。本设计主要的设计要点是工件为外形是圆弧过渡,工件为非对称件,必须计算好压力中心使压力中心与压力机的滑块中心相重合。最后根据上面的设计绘出模具的总装图。
工艺方案的确定
该零件所需的基本冲压工序为落料和冲孔,可拟订出以下三种工艺方案。
方案一:单工序模生产。
方案二:落料冲孔复合模。
方案三:冲孔落料级进模。
采用方案一,生产率低,工件的累计误差大,操作不方便,由于该工件为大批量生产,方案二和方案三更具有优越性。
该零件φ6.3mm的孔与外圆之间的最小距离为2.85mm,大于此凸凹模允许的最小壁厚),可以采用冲孔、落料复合模或冲孔、落料连续模。但复合模模具的形位精度和尺寸精度容易保证,且生产率也高。尽管模具结构比较复杂但由于零件的几何形状简单对称,模具制造并不困难。级进模虽生产率也高,但零件的冲裁精度稍差。欲保证冲压件的形位精度,需要在模具上设置导正销导正,故模具制造、安装较复合模复杂。通过对上述三种方按的分析比较,该零件的冲压生产采用方按二的复合模为佳。 [资料来源:http://Doc163.com]
[来源:http://Doc163.com]
 [来源:http://Doc163.com]
[来源:http://Doc163.com]