垫片冲压工艺及级进模具设计(附加工工艺卡)
垫片冲压工艺及级进模具设计(附加工工艺卡)(含任务书,毕业论文说明书9000字,cad图纸13张零件图1张装配图)
摘 要:本设计题目为垫片冲裁模,体现了典型冲裁模的设计要求、内容及方向,有一定的设计意义。通过对该模具的设计,加强了设计者对冲裁模设计基础知识的理解和运用,为设计更复杂的冲裁模具做好了铺垫。
本设计运用冲裁工艺及模具设计的基础知识,首先分析了板材的性能要求,为选取模具的类型做好了准备;然后计算了冲裁件的冲裁力,便于选取压力机吨位及确定压力机型号;最后分析了冲裁件的特征,便于确定模具的设计参数、设计要点及卸件装置。
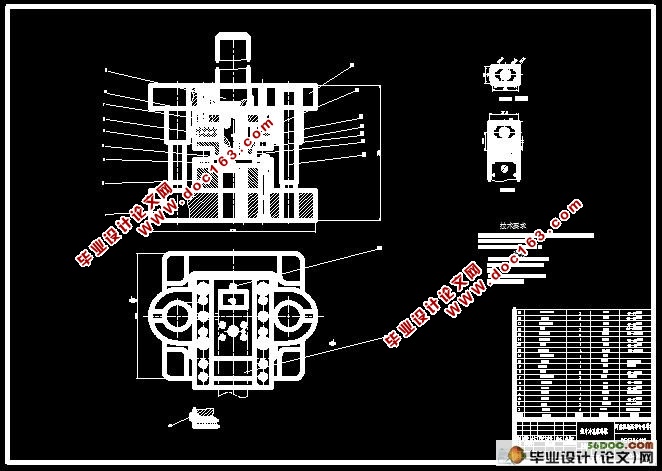
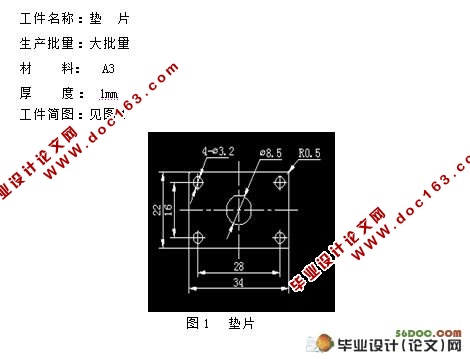
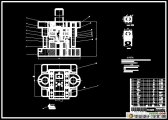
本设计采用了冲孔—落料级进模成形垫片。成形原理可划分为两个阶段:首先冲孔凸模与凹模共同作用先冲出四个 3.2mm和一个 8.5mm的孔,而后利用第一步冲出的四个 3.2mm和一个 8.5mm的孔做精确定位使外形凸模与凹模共同作用使工件落料成形。
关键词: 冲孔—落料级进模 冲孔凸模 凹模 压力机吨位
Gasket stamping process and the Progressive Die Design
Abstract: The topic for the design is pad blanking die design,It has manifested the typical blanking die s design request, the content and the direction, has certain design significance.Through the design of the component mold, strengthens the designer’s understand and utilize to the blanking die design basical knowledge,has prepareed for designing more complex blanking die. [资料来源:https://www.doc163.com]
The design has utilize blanking craft and the basical knowledge of the mold design, has first analyzed the property requirement of the plate , has prepared for selecting the mold type;then has calculated the blanking strength,has advantaged to select the press tonnage and determine press model; Finally has analyzed the characteristic of the products, has advantaged to finite the mold design variable,the design main point and shedder.
This design used piercing and blanking progressive die to form the products.The forming principle can be divided to two stages: First, piercing punch and die affect together and pierce four holes of 3.2mm and one hole of 8.5mm,then use the four holes and the one hole as pinpoint to make the product formed.
Key word: Piercing and blanking progressive die Piercing punch Press Tonnage
工艺性分析
图示零件材料为A3(即Q235碳素结构钢),适合一般的冲压加工。此工件只有落料和冲孔两个工序,结构相对比较简单,只有一个φ8.5与四个φ3.2的孔。图示零件的尺寸全部为未注公差的一般尺寸,一般按IT14级取,尺寸精度较低,普通冲裁完全可以满足要求。 [资料来源:www.doc163.com]
由以上分析可知,图示零件具有比较好的冲压工艺性,适合冲压生产。